�������ϣ���ӭɨ���·���ά��
��ע���ǥ���Ź��ں�

���ǥ������֪ʶ:ǥ��|ǥ��
���ǥ�������Dz��ñ�ĸ���۵�͵IJ�����ǥ�ϣ������ͳ���½�������ǥ�ϼ��ȵ�����ǥ���۵㵫����ĸ���ۻ����¶ȣ�ʹĸ���Ա���Ϊ��̬��������Һ̬ǥ�ϵ���ʪ��������ͷ��϶����ĸ�����ɢʵ�ֱ����������ӵ�һ�ַ��������ۺ���ȣ����ǥ�����ŵ��Ǽ����¶ȵ͡���������С����ͷƽ�����ۡ������Ӳ�ͬ�IJ��ϡ�����Ч�ʸߵȣ�ȱ����ǥ����ͷǿ�ȵ͡���ͷװ��Ҫ��ߣ�Ӧ��֤�ϸ��װ���϶��
1�� ǥ�������ķ���
ǥ����ͷ����������ѡ�õ�ǥ��������ǥ�����ϣ�ǥ����ǥ�ϵȣ����ղ������йء����ղ�ͬ�������ͱ���ǥ�����������¼��ַ������
�ٰ���������ǥ�ϵ��۵� �ɷ�Ϊ��ǥ����Ӳǥ����ǥ���۵����450��ʱ��Ϊ��ǥ��������450��ʱ��ΪӲǥ����
�ڰ���ǥ���¶ȵĸߵ� �ɷ�Ϊ����ǥ��������ǥ���͵���ǥ�����¶ȵĻ����������ĸ���۵���ԡ����磬�Ըּ���˵�������¶ȸ���800���Ϊ����ǥ����550��800��֮���Ϊ����ǥ���������¶ȵ���550���Ϊ����ǥ�������������Ͻ���˵�������¶ȸ���450���Ϊ����ǥ����300��450��֮���Ϊ����ǥ���������¶ȵ���300���Ϊ����ǥ����
�۰�����Դ����ͼ��ȷ����IJ�ͬ ���Է�Ϊ����ǥ����¯��ǥ������Ӧǥ��������ǥ��������ǥ��������ǥ��������ǥ����������ǥ���ȡ�
�ܰ���ȥ��ĸ�ı�������Ĥ�ķ�ʽ ���Է�Ϊǥ��ǥ������ǥ��ǥ������ǥ��ǥ�������屣��ǥ�������ǥ���ȡ�
�ݰ��ս�ͷ�γɵ��ص� �ɷ�Ϊëϸǥ���ͷ�ëϸǥ����Һ̬ǥ������ëϸ��������ǥ��������Ϊëϸǥ����ëϸ������ǥ����ͷ�γɹ����в�����Ҫ���õij�Ϊ��ëϸǥ�����Ӵ���Ӧǥ������ɢǥ��������͵ķ�ëϸǥ�����̡�
�ް��ձ����ӵ�ĸ�Ļ�ǥ�ϵIJ�ͬ �ɷ�Ϊ��ǥ���������ǥ�����ѺϽ�ǥ�������ºϽ�ǥ�����մ�ǥ�������ϲ���ǥ�����Լ���ǥ����ͭǥ���ȡ�
���õ�ǥ���������ࡢԭ����Ӧ�ü���1��
��1 ����ǥ���������ࡢԭ����Ӧ��
|
ǥ������ |
�� �� |
ԭ �� |
Ӧ �� |
|
����ǥ�� |
����ʽ���� |
ʹ������Դ(��ú������������)���� |
����������ǥ��ǥ������ĺ���,�㷺Ӧ�������ߵ硢�DZ��ȹ�ҵ���� |
|
������ |
��ͨ������ |
�������㶨���õ���Դ��������ͷһ���¶� |
|
���մɼ����� |
|
�ɵ��¶� |
|
�������� |
����ͷ��װ��̼ͷ,���õ绡���ۻ�ǥ�� |
|
���������� |
�ڵ��������ͷ���ټ��ϳ�������,���ջ������ƻ�������������Ĥ |
�������������Ͻ𣨺�Mg��ij��⣩������֡��ܡ��ࡢ���ǥ�� |
|
����ǥ�� |
����Ȳ�� |
�ÿ�ȼ��������������ѹ�����������ȼ�յĻ��������м��ȵ�ǥ��������ǥ���ɷ�Ϊ����Ӳǥ���ͻ�����ǥ�� |
��Ҫ����ǥ���ֺ�ͭ |
|
ѹ�������������ͻ�������Һ��ʯ�ͻ����ú���� |
���������Ͻ��Ӳǥ�� |
|
¯��ǥ�� |
����¯��ǥ�� |
��װ��õĺ�������һ�㹤ҵ��¯�м�����ǥ���¶����ǥ�� |
������ǥ������ͭ��������Ͻ� |
|
��������¯��ǥ�� |
��ԭ������ |
����ǥ�ϵĺ����ڻ�ԭ�����ջ�������յĵ�¯�м��Ƚ���ǥ�� |
������ǥ��̼�ظ֡��Ͻ�֡�Ӳ�ʺϽ𡢸��ºϽ�� |
|
�������� |
|
���¯��ǥ�� |
�ȱ��� |
ʹ�����ǥ����������װ���ǥ�ϵĺ������������ڣ�������������¯�м�����ǥ���¶ȣ�Ȼ�������ڿ�������ȴ |
ǥ������Cr��Ti��Al��Ԫ�صĺϽ�֡��ѺϽ����Ͻ����ۺϽ� |
|
����� |
����¯��ǥ���Һ�Ϊһ�壬¯������ˮ���ף������ȷ���������ֹ��������䣬�����Ч�ʣ�¯���ܷ⡣����ǥ������¯��ȴ |
|
��Ӧǥ�� |
��Ƶ��150��700kHz�� |
����ǥ�����ļ����������ڽ���ų��в�����Ӧ�����ĵ�������ʵ�� |
�㷺����ǥ���֡�ͭ��ͭ�Ͻ𡢸��ºϽ�ȵľ��жԳ���״�ĺ��� |
|
��Ƶ��1��10kHz�� |
|
��Ƶ(����ֱ������ǥ��) |
|
����ǥ�� |
��ԡ����ǥ�� |
����ʽ |
��Ϊ���εĻ��������ԡ���������Ⱥͱ�������ԡ��ʵ�֡�����ʽ�ɲ��ⲿ����˿���ȣ�����ʽ������ͨ����ԡ�����ĵ����������������ͽ���ǥ������ǥ���������Ͻ�ʱӦʹ��ǥ������ԡ |
��������ͭ��ǥ�Ϻ�����ǥ��ǥ���֡�ͭ����Ͻ𡢺Ͻ�ּ����ºϽ𡣻���ǥ��������Ͻ� |
|
����ʽ |
|
�ۻ�ǥ���н���ǥ��������ԡ�� |
������������ϴ����װ��õ�ǥ������ǥ���������ٷ����ۻ�ǥ���У�ǥ�ϰ�ǥ�������ȵ�ǥ���¶�ʵ��ǥ�� |
��Ҫ��������ǥ��ǥ��ͭ��ͭ�Ͻ֡�����ǥ�������ӵIJ�Ʒ�������ʽ���������������ȣ��ô˷���Խ��Ч�ʸ� |
|
����ǥ�� |
ֱ�Ӽ���ʽ |
�缫ѹ�����������ǥ����������ͨ��ǥ�����γɻ�·����ͨ����ǥ��������ĵ����ȼ��ȵ�ǥ���¶�ʵ��ǥ�� |
��Ҫ����ǥ�����ߡ�����Ķ�����Ȧ�����߶�ͷ�Լ����ֵ���Ԫ�����Ĵ���� |
|
��Ӽ���ʽ |
������ֻͨ��һ��������������ͨ��������ǰ��ǥ���ۻ�����һ�������������ͨ����ȵ��������������ʵ�֡����ߵ�����ͨ��������һ���ϴ��ʯī������ȺϽ�壬���������ڴ˰��ϣ�ȫ������������ʵ�֣��Ժ�������ѹ�� |
|
����ǥ�� |
������
ǥ�� |
������ǥ��¯ |
�ú����ߵ��ݵķ����ȶ�ǥ��������ǥ�� |
����ǥ������Ԫ������������Ե�ӵ� |
|
С�ͺ����߾۹�� |
���Ӵ��ߴ洢�������Ե��µ� |
|
믻��ƹ���ǥ�� |
������ķ��⾵��믻��Ʒ�����ǿ�ȹ��߾���һ�𣬵õ��������ܶȵĹ�����Ϊ��Դ |
����ǥ���뵼�塢���ɵ�·�װ塢���ģ���ɵ�·����ƽ������ͷ���������ӵ�С�������Լ������ͼ����ܶȵIJ�װ���� |
|
����ǥ�� |
����ǥ�� |
����ԭ���ܼ������ԭ��ʹ�����ܼ������������һ������һ���Լ�ǿ�ȷdz��ߵĹ������۽���105W/cm2���ϵĸ߹����ܶȵ�ʮ��С�Ľ��㣬�ѹ���ת��Ϊ����ʵ��ǥ�� |
������ǥ������Ԫ���������ߵ硢���������Լ������DZ����㲿�� |
|
����ǥ�� |
���ø߷е�ķ�ϵ��̼�⻯���ﱥ����������������DZ����ʵ��ǥ�� |
��ӡˢ��·����ǥ���ƽ��õ����������մɻ�Ƭ��ǥ���մ�Ƭ��оƬ�����ⲿ���ߵ� |
|
�������
ǥ�� |
ƽ�м�϶ǥ���� |
���õ�����ԭ��������ǥ���ķ�����������ķ�ʽ�ڶ�ʱ���ڣ������롫1s������ǥ���������� |
��ӡˢ��·����װ���ɵ�·�鼰����ܵ�Ԫ�� |
|
����ǥ���� |
ͨ����������ü�Ӽ��ȵķ����ڱ����IJ�����Ϳһ��ǥ�ϻ��ڲ��ϼ����ӹ����ʵ���״��ǥ�ϣ��������ۻ�˲��ͬʱ��ѹ���ǥ�� |
��ӡˢ��·��װ���ɵ�·�顢�����ܡ�Ƭ״���ݵ�Ԫ�������Լ����Ե��µĶ��ͬʱǥ���� |
|
��ѹͷʽ����ǥ���� |
��������ѹͷ��ʽͬʱ������������ȷ����ŵ���ʵ��ǥ�� |
���ڽ����͵Ĵ��ģ���ɵ�·������ߵ�ǥ�������ֻ����� |
|
����ʽǥ���� |
ǥ��ʱ��ӡˢ��·�屳���ͭ������ǥ�ϵIJ������ƶ���ʵ��ǥ�� |
��Ϊӡˢ��·����������ǥ������ |
|
ƽ�澲ֹʽǥ���� |
ǥ��ʱ��ʹӡˢ��·����ˮƽ�����ƶ���ͬʱʹǥ�ϲۻ�ӡˢ��·������ֱ�˶������ǥ�� |
|
|
|
|
|
|
|
|
2�� ǥ���ķ��༰�ص�
ǥ���ۼ���ǥ������ǥ���������õ��ۼ�����ǥ�����ʹ�ã��DZ�֤ǥ������˳�����кͻ�����ܽ�ͷ����ȱ�ٵġ�ǥ�����������������ǥ�Ϻ�ĸ�ı�������������ǥ�ϼ�ĸ�ı��治����������������ǥ�϶�ĸ�ĵ���ʪ���ܣ��ٽ�������ʹ����˳����ʵ��ǥ�����̡�ǥ����ǥ�ϵĺ���ѡ�ö�ǥ����ͷ��������ؼ����á�
2.1 ��ǥ���Ļ���Ҫ��
a��ǥ�����۵����ͻ����¶ȱ�ǥ�ϵͣ��ڻ����¶ȷ�Χ�����㹻�������ԡ���ǥ���ۻ�֮ǰǥ����Ӧ�ۻ�����ʼ�����ã�ȥ��ǥ���϶��ǥ�ϱ��������Ĥ��ΪҺ̬ǥ�ϵ���չ��ʪ����������
b��Ӧ�������õ����ȶ��ԣ�ʹǥ���ڼ��ȹ����б�����ɷֺ������ȶ����䡣һ��˵��ǥ��Ӧ���в�С��100������ȶ��¶ȷ�Χ��
c���ܺܺõ��ܽ���ƻ���ǥ��������ǥ�ϱ��������Ĥ��ǥ���и���ֵ��������������¶ȱ�ǥ���¶ȸߣ��Ա���ǥ���ӷ���ɥʧ���á�
d����ǥ���¶ȷ�Χ��ǥ��Ӧ��С�������Ժã��ܺܺõ���ʪǥ������������Һ̬ǥ�ϵĽ���������
e������ǥ�����������Ĥ����������ܶ�Ӧ��С���������ϸ����ʱ�Ĥ����ȸ�����ǥ���������棬��Ч�ظ����������ٽ�ǥ����ʪ����չ������������ǥ�����γɼ�����
f������ǥ��������Ӧ��ǥ��������ǥ����ǿ�ҵĸ�ʴ���ã�ǥ���ӷ���Ķ���С��
2.2 ǥ���ķ���
ǥ�������������Ҫȡ������Ҫ����������������ѧ���ʡ�����ǥ����������ʿ����ǵ�һ��Ԫ������ɰ���Ȼ�п�ȣ���Ҳ�����Ƕ���Ԫϵͳ������Ԫϵͳͨ���ɻ�����Ԫ��ȥĤ��Ԫ�ͻ�����Ԫ��ɡ�
ǥ���ķ�����ǥ�Ϸ�������Ӧ��ͨ����Ϊ��ǥ����Ӳǥ��������ǥ���ȣ��ֱ������ڲ�ͬ�ij��ϡ�����ǥ���ۼ�������ǥ���ķ������2��
��2 ����ǥ���ۼ�������ǥ���ķ���
|
ǥ������ |
ǥ��С�� |
���ʷ��� |
�� �� �� �� |
|
��ǥ�� |
����ǥ��
����ʴ��ǥ���� |
���� |
���ᡢ����ᡢ���� |
|
���� |
�Ȼ�п���Ȼ�李��Ȼ�п-�Ȼ�� |
|
�л���ǥ��
������ʴ����ʴ�� |
����� |
���ᡢӲ֬�ᡢˮ���ᡢ���� |
|
����� |
���ᱽ�������ᱽ���������¡�������Ұ� |
|
���������� |
���ء��Ҷ����������������Ұ������Ҵ��� |
|
��Ȼ��֬ |
���㡢����� |
|
Ӳǥ�� |
��ɰ����ɰ�� |
|
����������� |
|
��ɰ-����� |
|
���λ� |
|
����ǥ�� |
������ǥ�� |
�����л���ǥ����QJ204�� |
|
���÷�Ӧǥ����QJ203�� |
|
����Ӳǥ�� |
�Ȼ��� |
|
������-������ |
|
������ |
|
����ǥ�� |
¯��ǥ��������ǥ�� |
�������� |
�Ȼ��⡢�����⡢�������� |
|
�ͷе�Һ̬������ |
���Ȼ������Ȼ��� |
|
��������̬������ |
����李�������李�������� |
|
����ǥ��������ǥ��
����������������� |
����������� |
|
����������� |
��1����ǥ��
��ǥ����ָ��450������ǥ���õ�ǥ�����ɳ�Ĥ���ʡ�����ʡ�������ϡ�ͼ����ܼ�����ɣ��ɷ�Ϊ����ǥ�����л���ǥ�����ࡣ
����ǥ�����кܸߵĻ�ѧ���ԣ�ȥ���������������ǿ�����ȶ��Ժã��ܴٽ�Һ̬ǥ�϶�ǥ����������ʪ����֤ǥ������������ǥ����Ӧǥ���¶ȷ�Χ�Ͽ������������ǿ�ҵĸ�ʴ���ã����ֳ�Ϊ��ʴ����ǥ�ϣ�ǥ�����������ɾ�������ǥ�������ڲ���֡����ȸ֡������Ͻ�ȡ��л���ǥ����ˮ���Ժ���Ȼ��֬�����㣩֮�֣���ĸ�ļ���û�и�ʴ�ԣ��ʳƷǸ�ʴ����ǥ����������ǥ���ijɷֺ����ܼ���3��
��2��Ӳǥ��
Ӳǥ����ָ��450������ǥ���õ�ǥ������ɫ�������õ�Ӳǥ������Ҫ�������ɰ�����ἰ�����Ϊ�˵õ����ʵ��۵����ǿȥ����������������������Ӹ��ּ��������������ķ�����������εȡ�
��3 ������ǥ���ijɷֺ�����
|
�� �� |
ǥ������
�����ͺţ� |
��ѧ�ɷ�/% |
ǥ���¶�
/�� |
�� �� |
|
����
��ǥ�� |
�Ȼ�п��Һ
��FS312A�� |
ZnCL2 40,H2O 60 |
290��350 |
ZnCl2ȥ������Ĥ�����������γ��������ܽ�������Ȼ��Ϊ����������ǥ�����ܣ���ȥ������Ĥ���������ޣ�����Ҫ����Ǧǥ�Ϻ��֡�ͭ��ͭ�Ͻ�ʱʹ�� |
|
�Ȼ�п-�Ȼ����Һ(FS311A) |
ZnCL2 40,H2O 55,
NH4ClO 5 |
180��320 |
|
ǥ���� |
ZnCL2 20,��ʿ��75,
NH4ClO 15 |
180��320 |
|
�Ȼ�п������ҺFS322A |
ZnCL2 25,H2O 50,
HClO 25 |
180��320 |
�н�ǿ��ȥ������������������Ǧǥ��ǥ�����֡�����֡������Ͻ�ʱӦѡ������ǥ����ZnCl2-NH4Cl-HCl��Һǥ�� |
|
��205 |
ZnCL2 50,H2O 5,
NH4ClO 15,CdCl2 30 |
250��400 |
����ZnCl2-NH4Clǥ�����ϼ���CdCL2��NaF���ɣ������ǥ�����۵㣬����ӻ���п��ǥ��ǥ������ͭ������ͭ�� |
|
����
��ǥ�� |
����
FS321 |
H3PO4 40��60
ˮ60��40 |
�� |
����ǥ�������ᡢ����������ȣ�ͨ����ˮ��Һ��ƾ���Һ��ʽʹ�ã�Ҳ���뷲ʿ�ֵ��ɸ�״ʹ��
����ʹ���������㡢��ȫ�����н�ǿ��ȥ���������������ǥ������ͭ������ֵȺϽ�ʱ��Ϊ��Ч��Ҳ����õ�������ǥ�������ᡢ����ᣬ��ǿ�Ҹ�ʴ�����������к����壬�ʺ��ٵ���ʹ�ã�һ�����ǥ�������ӳɷ� |
|
ˮ����
���
ǥ�� |
FS213 |
����15,ˮ85(����
�¶�180��280��)
������5,ˮ95(��
���¶�150��330��) |
�� |
ˮ�����л���ǥ����������ʰ����л��ᣨ�����ᡢˮ���ᡢ������ȣ����л����������ࣨ���Ҷ������������ȣ������������Σ������Ҷ����ȣ������ࣨ���Ҷ���������������ˮ������֬������һЩ���ӳɷֵ�
�л�����л��������л���ǥ���н�ǿ��ȥ������������������ȶ����кã�������һ���ĸ�ʴ�ԣ�������ʴ��ǥ������Ҫ���ڵ��������ǥ�� |
|
������
�л�ǥ�� |
����
FS111B
FS111A |
����100,����25,
�ƾ�75 |
150��300 |
������һ����Ȼ��֬�������ھƾ������͡���ͪ���ȶ�������ˮ�����¶ȸ���150��ʱ,���ܽ�����ͭ�����������������ͭ���ӡ���������ǥ�� |
|
FS113A |
����30,ˮ����2.8,���Ҵ���1.4,�ƾ����� |
150��300 |
������ͭ��ͭ�Ͻ�ĺ��� |
|
RJ12 |
����30,�Ȼ�п3,�Ȼ���1,�ƾ�66 |
290��360 |
������ͭ��ͭ�Ͻ𡢶�п�������ȵ�ǥ�� |
|
FS112A |
����24,���Ҵ���2,
������Ұ�4,�ƾ�70 |
200��350 |
��ɰ��Na2B4O7��10H2O���ǵ�б���ɫ�����壬������ˮ�����ȵ�200�����Ͻᾧˮ��ȫ����������ɰӦ����ˮ��ʹ�á���ɰ�е���������������������γ����۵������Σ�����һ���ֽ��γ�ƫ���������������γ��۵���͵Ļ������ﵽȥ���������Ŀ�ģ��ʿ�����ǥ����
����Ӳǥ���ijɷ֡��ص㼰��;����4������FB102ǥ����Ӧ����㷺��ͨ��ǥ����FB103ǥ����ǥ���¶���ͣ��ر���������ͭп��ǥ�ϣ�FB104ǥ������KBF4��ǥ�����ӷ����ڼ����ٶȽ���������Կɱ��ֽϳ�ʱ��Ļ��ԡ�
��4 ����Ӳǥ���ijɷ֡��ص㼰��;
|
�� �� |
�� ѧ �� �� / % |
�۵�
/�� |
ǥ���¶�
/�� |
�� �� �� �� ; |
|
YJ-1 |
��ɰ100 |
741 |
850��1150 |
����Ӳǥ����Ҫ������ɰ�������Լ����ǵĻ���������壬Ϊ�˵õ����ʵ��۵㣬��ǿȥ����������������������ӵĸ��ּ��������������ķ�����������ε���ɣ���ɰ����ɰ������Ļ������Ҫ����ͭ��ǥ��ǥ��ͭ��ͭ�Ͻ�̼�ظֵ� |
|
YJ-2 |
��ɰ25,����75 |
766 |
|
YJ-6 |
��ɰ15,����80,CuF2 5 |
�� |
|
YJ-7 |
��ɰ50,����35,KF15 |
�� |
650��850 |
|
QJ101 |
H3BO3 30��31
KBF4 68��71 |
500 |
550��850 |
����ǥ��ǥ��ͭ��ͭ�Ͻ𡢺Ͻ�֡�����ֺ��ºϽ�ȵ�ǥ��������Ч���������������ٽ�ǥ������������������ǥ��������������Ϊ15%��������ˮ��Һˢϴǥ���Ľ�ͷ�����Է�ֹ����ǥ���ĸ�ʴ |
|
QJ102 |
KF(��ˮ) 40��44
B2O3(���) 33��37
KBF4 21��25 |
550 |
600��850 |
|
QJ103 |
KBF4��95
K2CO3��5 |
530 |
550��750 |
|
QJ104 |
Na2B4O7 49��51
Na2BO3 34��36
KF 14��16 |
650 |
650��850 |
����ǥ��¯��ǥ��ͭ��ͭ�Ͻ𡢸ֺͲ���ֵȣ�����Ч��������ֽ�����������ٽ�ǥ�������������� |
|
201
(ǰ����) |
H3BO3 80
Na2B4O7 14.5 CaF2 5.5 |
�� |
850��1150 |
ͭ��ǥ��ǥ������֡��Ͻ�֡����ºϽ�� |
|
284
(ǰ����) |
KF����ˮ�� 35
KBF4 42 B2O3 23 |
�� |
500��850 |
����ǥ��ǥ��ͭ��ͭ�Ͻ𡢺Ͻ�֡������պ��ºϽ�� |
|
FB101 |
����30���������70 |
550��850 |
��ǥ��ǥ�� |
|
FB102 |
��ˮ������42,�������25,
����35 |
600��850 |
Ӧ��������ǥ��ǥ�� |
|
FB103 |
������أ�95,̼��أ�5 |
550��750 |
������ͭп��ǥ�� |
|
FB104 |
��ɰ50,����35 ,������15 |
650��850 |
����ǥ��¯��ǥ�� |
��ɰ������Ļ������Ӧ�úܹ㷺��ǥ���������ǵĻ����¶Ⱥܸߣ�����800�����ϣ����Ҳֻ�ʺ���800�����ϵ�ǥ����һ��ֻ�����ͭ��ǥ��ʹ�á�ȥ���������������ǿ������ȥ��Cr��Si��Al��Ti�ȵ�������ʲ�������ǥ������ЩԪ�صĺϽ�֡�����ֺ��ºϽ�ȡ���������ʲ���Ӳ��״��������ˮ���丯ʴ�Բ���������ѡ�
��3������ǥ��
�����������Ĥ���ܡ��ȶ���ǥ���������Ͻ�ʱ����ר�ŵ�����ǥ�������Ͻ���ǥ������ʹ���¶ȷ�Ϊ������ǥ��������Ӳǥ�����ࡣ������ǥ���ַ�Ϊ�л�ǥ���ͷ�Ӧǥ������ɷ֡��ص㼰��;����5������Ӳǥ���Ļ�������Ǽ�����������������Ȼ����ɷ֡��ص㼰��;����6��
��5 ���õ�������ǥ���ɷ֡��ص㼰��;
|
�� �� |
�ƺ� |
���� |
��ѧ�ɷ�/% |
�۵�
/�� |
ǥ���¶�
/�� |
�� �� �� �� ; |
|
�л���ǥ�� |
QJ204
FS212-
BAL |
�� |
���Ҵ���82.5
�����᰷5
��������10
������п2.5 |
�� |
180��275 |
�����л�ǥ���������Ҵ������ܼ����뼸�ַ������Σ�����180��270���¶����ƻ�Al2O3Ĥ�������Ժ�����һ���ĸ�ʴ�ԣ���Ҫ����ǥ���������Ͻ�Ҳ������ǥ������ͭ������ͭ |
|
FS212-
BAL |
�� |
���Ҵ���83
������10
��������7 |
�� |
|
1060X |
�� |
���Ҵ���62
�Ҵ� 20
Zn(BF4)28
Sn(BF4) 5
NH4BF4 5 |
�� |
250 |
|
1160U |
�� |
���Ҵ���37
���� 30
Zn(BF4)210
Sn(BF4) 8
NH4BF4 15 |
�� |
250 |
|
��Ӧ��ǥ�� |
FS311-
BAL |
�� |
ZnCl2 90
NaF 2
NH4Cl 8 |
�� |
300��400 |
��Ӧǥ����Ҫ���ΪZn��Sn���ؽ����Ȼ��Ϊ����ԣ�����������ﮡ��ơ��ص�±���һ�㶼��NH4Cl��NH4Br�Ը�����ʪ�Լ������۵�
���¶ȴ���270��ʱ����Ч���ƻ�Al2O3Ĥ�����������ؽ�����������������Ĥ�ѷ첢������Ӧ���ƻ������������Ľ�ϡ�����������ʧȥ���ԣ�Ӧ�ܷⱣ�档��Ҫ����ǥ���������Ͻ�Ҳ������ͭ��ͭ�Ͻ𡢸ּ��� |
|
QJ203 |
������ǥ����ǥ�� |
ZnCl2 53��58
SnCl2 27��30
NH4Br 13��16
NaF 1.7��2.3 |
��160 |
270��380 |
|
��220A
(ǰ����) |
�� |
ZnCl2 90
NH4Cl 8
KF 1.2
LiF 0.6
NaF 0.2 |
�� |
320��450 |
|
��134 |
�� |
KCl 35
LiCl 30
ZnF2 10
CdCl2 15
ZnCl2 10 |
�� |
390 |
��6 ���õ�����Ӳǥ���ɷ֡��ص㼰��;
|
�ƺ� |
���� |
��ѧ�ɷ�/% |
�۵�
/�� |
ǥ��
�¶ȡ� |
�� �� �� �� ; |
|
QJ201 |
��ǥ��
ǥ�� |
LiCl 24��35
KCl 47��51
ZnCl2 6��10
NaF 9��11 |
420 |
450��620 |
��������������Ч��ȥ��Al2O3Ĥ���ٽ�ǥ�������Ͻ������������Լ�ǿ����������450��620���¶ȷ�Χ����ǥ���������Ͻ�Ҳ������ijЩ¯��ǥ������һ��Ӧ�ýϹ����ǥ����������Ԥ����550������ |
|
QJ202 |
��ǥ�� |
LiCl 40��44
KCl 26��30
ZnCl2 19��24
NaF 5��7 |
350 |
420��620 |
��������������ǿ������Ч��ȥ��Al2O3Ĥ�������ڻ���ǥ���������Ͻ𣬹�����Ԥ����450������ |
|
QJ206 |
������
ǥ�� |
LiCl 31��26
KCl 31��33
ZnCl 7��9
SrCl2 25
LiF 10 |
540 |
550��620 |
������ǥ��ǥ������������������ǿ�������ڻ����¯��ǥ���������Ͻ𣬹�����Ԥ����550������ |
|
QJ207 |
������
ǥ�� |
KCl 43.5��47.5
CaF2 1.5��2.5
NaCl 18��22
LiF 2.5��4.0
LiCl 25��29.5
ZnCl 1.5��2.5 |
550 |
560��620 |
��Al-Si��������ǥ�����䣬�����ڻ����¯��ǥ��������LF21��LD2�ȣ���ȡ�ýϺ�Ч����������������ʴ�Ա�QJ201�ã���С��ʪ����ǿ������Ч���ƻ�Al2O3Ĥ������⻬ |
|
Y-1�� |
������
ǥ�� |
LiCl 18��20
KCl 45��50
NaCl 10��12
ZnCl 7��9
NaF 8��10
AlF3 3��5
PbCl3 1��1.5 |
�� |
580��590 |
������-�Ȼ���������ǥ����ȥĤ������ǿ�����ֻ���ʱ�䳤����������-��Ȳ����ǥ������˳����ǥ����ҵ������LF21��LF1��LD2��ZL12�ȣ�Ҳ��ǥ��LY11��LF2�Ƚ��Ѻ������Ͻ�����ú������ǥ����Ч������ |
|
No.17
(YT17) |
�� |
LiCl 41,KCl 51
KF��AlF3 8 |
�� |
500��560 |
�����ڽ�մǥ�� |
|
�� |
�� |
LiCl 34,KCl 44
NaCl 12,
KF��AlF3 10 |
�� |
550��620 |
|
QF |
�����ﹲ��ǥ�� |
KF 42,AlF3 58
(����) |
562 |
��570 |
���С���ʴ�����ص㣬��������KF-AlF3��ǥ����������ͨ¯��ǥ��������ǥ��������LF21������ |
|
�� |
������
ǥ�� |
KF 39,AlF3 56
ZnF2 0.3
KCl 14.7 |
540 |
�� |
���ҹ������������Ƶ�ǥ������ǥ����������Ϊ30s����ʴ�Ժá���Ϊ��״��Ҳ�ɵ��ɺ�״�����ǥ��400�������ֹ���¯��ǥ�� |
|
129A |
�� |
LiCl-NaCl-KCl-
ZnCl2-CdCl2-LiF |
550 |
�� |
������LY12��LF2���Ͻ����ǥ�� |
|
171B |
�� |
LiCl-NaCl-KCl-
TiCl-LiF |
490 |
�� |
ע��1��ǥ��ʱ����ǰӦ������ǥ������ϴˢ�ɾ���������ӦԤ�ȡ�
2��ǥ������մ�ù��࣬һ�㱡��һ�㼴�ɣ�������һ��ǥ���ꡣ
3��ǥ�����ͷ��������ˮ������ϴ����У�����50��80�����������Ϊ2%��������Cr2O3����Һ�б���15min��������ˮ��ϴ�����ⷢ����ʴ��
��4������ǥ��
����ǥ����һ���������͵�ǥ������ǥ�������ɷ�Ϊ¯��ǥ��������ǥ���ͻ���ǥ��������ǥ��������ǥ�������ŵ���ǥ����û��ǥ��������ǥ����ͷ������ϴ��������ǥ�����䷴Ӧ������һ���Ķ��ԣ�ʹ��ʱӦ��ȡ��Ӧ�İ�ȫ��ʩ����������ǥ�����������;����7��
��7 ��������ǥ�����������;
|
�� �� |
���÷��� |
ǥ���¶�/�� |
�� �� �� �� |
|
��������
���Ȼ���
���Ȼ���
������� |
¯��ǥ��
¯��ǥ��
¯��ǥ��
����ǥ�� |
1050��1150
300��1000
300��1000
��900 |
����֡����ȺϽ�
ͭ��ͭ�Ͻ��������Ͻ�̼�ּ������
ͭ��ͭ�Ͻ��������Ͻ�̼�ּ������
̼�֡�ͭ��ͭ�Ͻ� |
��¯��ǥ���п�����ǥ����������Ҫ����̬����±��������Ȼ��⡢�����⡢�����������Ȼ�������Ȼ������塣�Ȼ���ͷ������ĸ����ǿ�ҵĸ�ʴ�ԣ�һ�㲻����ʹ�ã�ֻ�ڶ������屣��ǥ�����������������ȥĤ������
������������õ�¯��ǥ��������ǥ�����ص��Ƕ�ĸ�ĵĸ�ʴ����С��ȥĤ����ǿ���ܱ�֤ǥ���нϺõ���ʪ�ԣ�������ǥ������ֺ����ȺϽ𡣵�ȥĤ�����ɵIJ����۵�ϸߣ�ֻ�ʺ��ڸ���ǥ����1050��1150�棩��������������ɷ���ǥ�������еķ��������800��900����ȫ�ֽ�������������ڶ���������ʹ�ã����������Ӧ������0.001%��0.1%�ķ�Χ�ڡ�
���Ȼ�������Ȼ���������������и�ǿ�Ļ��ԣ��ҷ�Ӧ���ɵIJ����۵�ϵͻ��ӷ������ڰ������º����µĽϿ��¶ȷ�Χ��300��1000�棩����̼�ּ�����֡�ͭ��ͭ�Ͻ��������Ͻ��ǥ����������ǥ��ҲӦ���ӵ�����������ʹ�ã���ʹ�������������0.001%��0.1%�ķ�Χ�ڡ�
����ǥ��ʱ���ɲ������л��������������Ϊ����ǥ������������������ȡ���������ȼ���й��������ڻ�����������Ӧ�����������Ӷ���ǥ�����ã����ڸ���900��� ��ǥ��̼�֡�ͭ��ͭ�Ͻ�ȡ�
2.3 ǥ�����ͺ����ƺ�
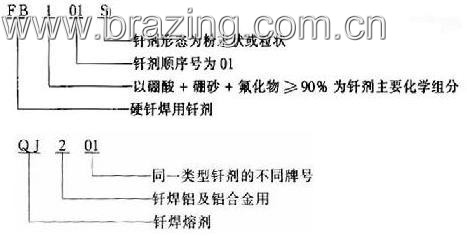
��1��ǥ���ͺ�
Ӳǥ����ǥ���ͺ�����ĸ��FB������ǥ������Ҫ��ֻ��ֵ����ִ��š�1��2��3��4����ǥ��˳��ű�ʾ���ͺ�β���ֱ��ô�д��ĸS����ĩ״����״����P����״����L��Һ̬����ʾǥ������̬��ǥ����Ҫ��ѧ��ֵķ������8.8��
��8 ǥ����Ҫ��ѧ��ֵķ���
|
ǥ����Ҫ��
�ַ������ |
ǥ����Ҫ��� |
ǥ���¶�/�� |
ǥ����Ҫ��
�ַ������ |
ǥ����Ҫ��� |
ǥ���¶�/�� |
|
1
2 |
����+��ɰ+�������90%
±�����80% |
550��850
450��620 |
3
4 |
��ɰ+�����90%������������60% |
800��1150
��450 |
|
|
|
|
|
|
|
ǥ���ͺž�����
��2��ǥ���ƺ�
ǥ���ƺ�ǰ����ĸ��QJ����ʾǥ���ۼ����ƺŵ�һλ���ֱ�ʾǥ������;�����У�1Ϊ������ǥ���ã�2Ϊǥ���������Ͻ��ã��ƺŵڶ�������λ���ֱ�ʾͬһ����ǥ���IJ�ͬ�ƺš�
ǥ����Ʒ�ֺܶ࣬Ӧ����ǥ���¶ȼ�ǥ������Ҫ�����ѡ�á�����ǥ���ۼ����ƺż���;����9������Ӳǥ�����ƺš��ɷּ���;����10��
��9 ����ǥ���ۼ����ƺż���;
|
�� �� |
�� �� |
�� ; |
|
QJ101
QJ102
QJ103
QJ104
QJ201
QJ203
QJ207 |
��ǥ���ۼ�
��ǥ���ۼ�
������ǥ���ۼ�
��ǥ���ۼ�
��ǥ���ۼ�
������ǥ���ۼ�
������ǥ���ۼ� |
��550��850�淶Χǥ������ͭ��ͭ�Ͻ𡢸ּ�����ֵ�
��600��850�淶Χǥ������ͭ��ͭ�Ͻ𡢸ּ�����ֵȣ����Լ�ǿ
��550��750�淶Χǥ������ͭ��ͭ�Ͻ𡢸ּ�����ֵ�
��650��850�淶Χǥ������ͭ��ͭ�Ͻ𡢸ּ�����ֵ�
��450��620�淶Χǥ���������Ͻ𣬻��Լ�ǿ
��270��380�淶Χǥ���������Ͻ�ͭ��ͭ�Ͻ𡢸ֵ�
��560��620�淶Χǥ���������Ͻ� |
��10 ����ǥ���ۼ����ƺż���;
|
�� �� |
�� �� / % |
ǥ���¶�
/�� |
�� ; |
|
YJ1
YJ2 |
��ɰ100
��ɰ25������75 |
800��1150
850��1150 |
ͭ��ǥ��ǥ��̼�֡�ͭ��������Ӳ�ʺϽ�� |
|
YJ6 |
��ɰ15������80��������5 |
850��1150 |
ͭ��ǥ��ǥ������ֺ��ºϽ� |
|
YJ7 |
��ɰ50������35��������15 |
650��850 |
������ǥ��ǥ���֡�ͭ�Ͻ𡢲���ֺ��ºϽ� |
|
YJ8 |
��ɰ50������10��������40 |
��800 |
��ͭ��ǥ��ǥ��Ӳ�ʺϽ� |
|
YJ11 |
��ɰ95���������5 |
��800 |
ͭпǥ��ǥ������ |
|
QJ-101
QJ-102 |
����30���������70
������42������35���������23 |
550��850
650��850 |
����ǥ��ǥ��ͭ�Ͻ𡢸֡�����ֺ��ºϽ� |
|
QJ-103 |
������أ�95 |
550��750 |
��ͭп��ǥ��ǥ�� |
|
��301
200 |
��ɰ30������70������66��2����ˮ��ɰ19��2��������15��1 |
850��1150 |
ͬYJ1��YJ2 |
|
201 |
������77��2����ˮ��ɰ12��1��������10��0.5 |
850��1150 |
ͭ��ǥ�ϻ�����ǥ��ǥ������ֺ��ºϽ� |
|
��105 |
�Ȼ���29��31,�Ȼ��24��26,�Ȼ���24��26,�Ȼ�п13��16,�Ȼ��4.5��5.5 |
450��600 |
ǥ��ͭ��ͭ�Ͻ� |
|
����ǥ�� |
����40��45,̼���11��18,̼����24��27,������+�Ȼ���10��20
(NaF��NaCl=27��73) |
650��750 |
�����¶ȵͣ���������ǥ�Ϻ͵��۵�ͭ��ǥ��ǥ���������� |
ǥ �� �� ǥ ��
������
3 ǥ�ϵķ��༰�ص�
ǥ����ǥ��ʱ�������ϣ�ǥ���������ۻ���ǥ������������ǥ�����������ܼ�����ĸ�ļ��������ںܴ�̶��Ͼ�����ǥ����ͷ�����ܣ����ǥ����ͷ��������Ҫȡ����ǥ�ϡ�
3.1 ��ǥ�ϵĻ���Ҫ��
a�������ʵ� ���۵㣬ǥ�ϵ��۵�����Ӧ��ĸ�ĵ��۵�ͼ�ʮ���϶ȡ������۵���ֽӽ�ʹǥ�����̲����ƣ���������ĸ�ľ������ջ�ֲ��ۻ���
b���������õ���ʪ�ԣ�Ӧ����ĸ�ı�������չ���������ǥ���϶��Ϊ��֤ǥ��������ʪ����죬��ǥ�������ͷ��϶֮ǰ��Ӧ������ȫ�ۻ�״̬��Ӧ��ǥ�ϵ�Һ���߿���ǥ��ʱ�ɲ��õ�����¶ȣ���ͷ���������������ȵ�Һ�����¶Ȼ���ߵ��¶ȡ�
c������ĸ�ķ����ܽ⡢��Ӧ��ɢ������ã����γ��ι̵�ұ���ϡ�ǥ����ĸ�Ľ����ʵ�������ÿ���ʹǥ�Ϸ����Ͻ�Ӧ�����ǥ����ͷ����ѧ���ܡ�
d��Ӧ�����ȶ��;��ȵijɷ֣���ǥ��������Ӧ�����������ƫ��������ӷ�Ԫ�ص�����
e���õ���ǥ����ͷӦ������ʹ��Ҫ������ѧ���ܺ�������ѧ���ܵȷ����Ҫ��Ӧ����ǥ�ϵľ����ԣ������㹤�����ܺ�ʹ�����ܵ�ǰ���£��������û���ϡ�н�������������������ɱ���
3.2 ǥ�ϵķ���
ǥ��ͨ�������ۻ��¶ȷ�Χ���࣬�ۻ��¶ȵ���450��ij�Ϊ��ǥ�ϣ�����450��ij�ΪӲǥ�ϣ�����950��ij�Ϊ����ǥ�ϡ���ʱ�����ۻ��¶Ⱥ�ǥ����ͷ��ǿ�Ȳ�ͬ����ǥ�Ϸ�Ϊ����ǥ�ϣ���ǥ�ϣ�������ǥ�ϣ�Ӳǥ�ϣ���
�������ǥ�ϵ���ҪԪ�أ���ǥ�Ϸ�Ϊ�����������������Ǧ�����ӻ���п���ȣ�Ӳǥ�Ϸ�Ϊ������������ͭ�����̻�������������ȣ�����ǥ�ϵ��ۻ��¶ȷ�Χ����11��
��11 ����ǥ�ϵ��ۻ��¶ȷ�Χ
|
�� ǥ �� |
Ӳ ǥ �� |
�� ǥ �� |
Ӳ ǥ �� |
|
�� �� |
�۵㷶Χ/�� |
�� �� |
�۵㷶Χ/�� |
�� �� |
�۵㷶Χ/�� |
�� �� |
�۵㷶Χ/�� |
|
Zn-Alǥ��
Cd-Znǥ��
Pb-Agǥ��
Sn-Znǥ�� |
380��500
260��350
300��500
190��380 |
����ǥ��
��ǥ��
���ǥ��
ͭǥ�� |
780��1200
800��1230
900��1020
1080��1130 |
Sn-Agǥ��
Sn-Pbǥ��
Bi��ǥ��
In��ǥ�� |
210��250
180��280
40��180
30��140 |
��ͭǥ��
ͭ��ǥ��
��ǥ��
����ǥ�� |
820��1050
700��900
600��970
460��630 |
3.3 ǥ�ϵ��ͺ����ƺ�
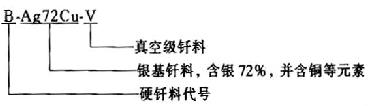
��1��ǥ�ϵ��ͺ�
����GB/T 6208��95��ǥ���ͺű�ʾ���������涨��ǥ���ͺ�����������ɣ�ǥ���ͺ�������֮���ö̻���-���ֿ���ǥ���ͺ��е�һ������һ����Ӣ����ĸ��ʾǥ�ϵ����ͣ�����ĸ��S����ʾ��ǥ�ϣ���B����ʾӲǥ����
ǥ���ͺ��еĵڶ���������Ҫ����ֵĻ�ѧԪ�ط�����ɡ����ⲿ���е�һ����ѧԪ�ط��ű�ʾǥ�ϵĻ�����֣�������ѧԪ�ط��Ű�������������%��˳�����У�������Ԫ�ؾ�����ͬ����������ʱ������ԭ������˳�����С�
��ǥ��ÿ��Ԫ�ط��ź�Ҫ����乫������������Ӳǥ�Ͻ���һ����ѧԪ�ط��ź�����������������������������ȡ��������1%������Ԫ�ع��������������涨���ֵʱӦ����ȡ��������������С��1%��Ԫ�����ͺ��в��ر��������ijԪ����ǥ�ϵĹؼ����һ��Ҫ���ʱ����ǥ���ͺ��пɽ�����仯ѧԪ�ط��ţ�Ӳǥ���ͺ��н��仯ѧԪ�ط�����������������
ÿ��ǥ���ͺ������ֻ�ܱ��6����ѧԪ�ط��š������š�E����ע���ͺŵڶ�����֮�����Ա�ʾ�ǵ�����ҵ����ǥ�ϡ�������ռ�ǥ�ϣ�����ĸ��V����ʾ���Զ̻���-����ǰ��ĺϽ���ַֿ����ȿ�����ǥ���ֿ�����������˿��ͭп�Ͻ�����ĸ��R����ʾ��ǰ��ͬ����һ�̻���-����
��ǥ���ͺž�����
S-Sn63Pb37E����ʾһ�ֺ���63%����Ǧ37%�ĵ��ӹ�ҵ����ǥ�ϡ�
Ӳǥ���ͺž�����
��2��ǥ�ϵ��ƺ�
��GB/T 6208��95�䲼ǰ���ҹ�����һ��ǥ���ƺű�ʾ����������ʹ���ѳ�ϰ�ߣ�����������к��Գ�������ǥ���׳ƺ��ϣ����ƺš�HL�����������ϡ���������ʾ������һλ���ִ�����ͬ�Ͻ����ͣ�����12���ڶ�������λ���ִ�������ǥ�ϺϽ�IJ�ͬ��š�
��12 �����ƺ���һλ���ֵĺ���
|
�� �� |
�Ͻ����� |
�� �� |
�Ͻ����� |
|
HL1��������1������
HL2��������2������
HL3��������3������
HL4��������4������ |
CuZn�Ͻ�
CuP �Ͻ�
Ag���Ͻ�
Al���Ͻ� |
HL5��������5������
HL6��������6������
HL7��������7������
|
Zn����Cd���Ͻ�
SnPb�Ͻ�
Ni���Ͻ� |
������䲼��ʵʩ���й�ǥ�ϵĹ��ұ��У�ǥ���ͺű�ʾ����δ��ȫ��GB/T 6208ͳһ���������磬GB 4906��85�����������ý�������Ͻ�ǥ���ϡ����á�DHLAgCu28���ƺű�ʾ��D��ʾ���������ã�GB 8012��87��������Ǧ���ϡ����á�ZHLSnPb60���ƺű�ʾ��Z�������죻GB 3131��88����Ǧ���ϡ����á�HLSn60Pb���ƺű�ʾ�������ҹ�ǥ���ͺš��ƺŵı�ʾ����Ŀǰ�ڹ��ұ����в�ͳһ��������е�ǥ���ͺš��ƺ�������Դ��ͬ����ʾ����Ҳ��ͬ��
3.4 ����ǥ�ϵijɷּ��ۻ��¶�
��1������ǥ��
����ǥ���������������ǥ��������ǥ����¯��ǥ������Ӧǥ���ͽ�մǥ���ȹ��շ�������;�Ϲ㷺������GB 10046������ǥ�ϡ����涨������ǥ�ϵķ��ࡢ�ͺż��ۻ��¶ȼ���13��
��13 ����ǥ�ϵķ��ࡢ�ͺż��ۻ��¶�
|
�� �� |
ǥ���ͺ� |
�ۻ��ο��¶�/�� |
|
�������¶� |
Һ�����¶� |
ǥ���¶� |
|
��ͭ |
Bag72Cu |
779 |
779 |
770��900 |
|
���� |
Bag94Al |
780 |
825 |
825��925 |
|
��ͭ� |
Bag72CuLi |
766 |
766 |
766��871 |
|
Bag72CuNiLi |
780 |
800 |
800��850 |
|
��ͭп |
Bag10CuZn |
815 |
850 |
850��950 |
|
Bag25CuZn |
700 |
800 |
800��890 |
|
Bag45CuZn |
665 |
745 |
745��845 |
|
Bag50CuZn |
690 |
775 |
775��870 |
|
��ͭ�� |
Bag60CuSn |
600 |
720 |
720��840 |
|
��ͭп�� |
Bag35CuZnCd |
605 |
700 |
700��845 |
|
Bag45CuZnCd |
�� |
620 |
620��760 |
|
Bag50CuZnCd |
625 |
635 |
635��760 |
|
Bag40CuZnCdNi |
605 |
605��705 |
|
Bag50CuZnCdNi |
630 |
690 |
690��815 |
|
��ͭп�� |
Bag34CuZnSn |
�� |
730 |
730��820 |
|
Bag56CuZnSn |
620 |
650 |
650��760 |
|
Bag40CuZnSnNi |
634 |
640 |
640��740 |
|
Bag50CuZnSnNi |
650 |
670 |
670��770 |
|
��ͭп�� |
Bag20CuZnMn |
740 |
690 |
790��845 |
|
Bag49CuZnMnNi |
625 |
705 |
705��850 |
����ǥ�ϵĻ�ѧ�ɷ�Ӧ���ϱ�14�Ĺ涨��ǥ�ϱ���Ӧ��࣬��Ӧ��Ӱ��ǥ�����ܵ����ۡ��������Ƥ����ֲ�����Ƶ�ȱ�ݡ�ǥ��Ӧ�������õ�ǥ���������ܡ�ÿ��ǥ��Ӧ�ڲ�ͬ��λȡ�����������������л�ѧ�������ڳ���������緢������������ʱ������һ������������Ԫ�ص��������ó���0.15%��
��14 ����ǥ�ϵĻ�ѧ�ɷ�/%
|
�ͺ� |
Ag |
Cu |
Zn |
Cd |
Ni |
Sn |
Li |
Al |
Mn |
|
Bag72Cu
Bag94Al
Bag72CuLi
Bag72CuNiLi
Bag10CuZn
Bag25CuZn
Bag45CuZn
Bag50CuZn
Bag60CuSn
Bag35CuZnCd
Bag45CuZnCd
Bag50CuZnCd
Bag40CuZnCdNi
Bag50CuZnCdNi
Bag34CuZnSn
Bag56CuZnSn
Bag40CuZnSnNi
Bag50CuZnSnNi
Bag20CuZnMn
Bag49CuZnMnNi |
71.0��73.0
����
71.0��73.0
71.0��73.0
9.1��11.0
24.0��26.0
44.0��46.0
49.0��51.0
59.0��61.0
34.0��36.0
44.0��46.0
49.0��51.0
39.0��41.0
49.0��51.0
33.0��35.0
55.0��57.0
39.0��41.0
49.0��51.0
19.0��21.0
48.0��50.0 |
����
��
����
����
52.0��54.0
40.0��42.0
29.0��31.0
33.0��35.0
����
25.0��29.0
14.0��16.0
14.5��16.5
15.5��16.5
14.5��16.5
35.0��37.0
21.0��23.0
24.0��26.0
20.5��22.5
39.0��41.0
15.0��17.0 |
��
��
��
��
36.0��38.0
33.0��35.0
23.0��27.0
14.0��18.0
��
19.0��23.0
14.0��18.0
14.5��18.5
17.3��18.5
13.5��17.5
25.0��29.0
15.0��19.0
29.5��31.5
26.0��28.0
33.0��37.0
���� |
��
��
��
��
��
��
��
��
��
17.0��19.0
23.0��25.0
17.0��19.0
25.1��26.5
15.0��17.0
��
��
��
��
��
�� |
��
��
��
0.8��1.2
��
��
��
��
��
��
��
��
0.1��0.3
2.5��3.5
��
��
1.30��1.65
��
��
�� |
��
��
��
��
��
��
��
��
9.5��10.5
��
��
��
��
��
2.5��3.5
4.5��5.5
2.7��3.3
0.7��1.3
��
�� |
��
��
0.25��0.50
0.40��0.60
��
��
��
��
��
��
��
��
��
��
��
��
��
��
��
�� |
��
4.5��5.5
��
��
��
��
��
��
��
��
��
��
��
��
��
��
��
��
��
�� |
��
0.7��1.3
��
��
��
��
��
��
��
��
��
��
��
��
��
��
��
��
4.5��5.5
6.5��8.5 |
��2��ͭ��ǥ��
ͭ��ǥ���������������ǥ��������ǥ����¯��ǥ������Ӧǥ���ͽ�մǥ���ȹ��շ�������;�Ϲ㷺������GB/T 6418��93��ͭ��ǥ�ϡ����涨��ͭ��ǥ�Ϸ��ࣨ��Ϊ��ͭǥ�ϡ�ͭпǥ�Ϻ�ͭ��ǥ�ϣ����ͺż���15��
��15 ͭ��ǥ�ϵķ�����ͺ�
|
�� �� |
ǥ�ϱ��ͺ� |
�����ƺ� |
�� �� |
ǥ�ϱ��ͺ� |
�����ƺ� |
|
ͭǥ�� |
BCu |
�� |
ͭ��ǥ�� |
BCu93P |
��201��HL201 |
|
ͭпǥ�� |
BCu54Zn |
��103��HL103 |
BCu92PSb |
��203��HL203 |
|
BCu58ZnMn |
��105��HL105 |
BCu86SnP |
�� |
|
BCu60ZnSn-R |
˿221 |
BCu91PAg |
�� |
|
BCu58ZnFe-R |
˿222 |
BCu89PAg |
�� |
|
BCu48ZnNi-R |
�� |
BCu80AgP |
��103��HL103 |
|
BCu57ZnMnCo |
�� |
BCu80SnPAg |
�� |
|
BCu62ZnNiMnSi-R |
�� |
|
|
ͭ��ǥ�ϵĻ�ѧ�ɷ�Ӧ���ϱ�16����17�涨��˿״����״����״ǥ�ϱ���Ӧ��࣬��Ӧ��Ӱ��ǥ�����ܵ����ۡ��������Ƥ���ֲ�����Ƶ�ȱ�ݡ�ÿ��ǥ��Ӧ�ڲ�ͬ��λȡ�����������������л�ѧ�������ڷ������緢��������Ԫ��ʱ������һ����������ȷ�����������Ƿ��涨��Ҫ���������������ϱ�16����17�涨Ӧ�ӱ�ȡ�����������ͭ��ǥ�ϵ��ۻ��¶ȼ���18��
��16 ͭ��ͭпǥ�ϵĻ�ѧ�ɷ�
|
�ͺ� |
��ѧ�ɷ�% |
|
Cu |
Zn |
P |
Sn |
Si |
Fe |
Mn |
Ni |
Al |
Pb |
Co |
|
BCu |
99.9 |
�� |
0.075 |
�� |
�� |
�� |
�� |
�� |
0.01* |
0.02 |
�� |
|
BCu54Zn |
53.0��55.0 |
���� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
0.015* |
�� |
|
BCu58ZnMn |
57.0��59.0 |
�� |
�� |
�� |
0.15 |
3.7��4.3 |
�� |
�� |
0.015* |
�� |
|
BCu60ZnSn-R |
59.0��61.0 |
�� |
0.8��1.2 |
0.15��0.35 |
�� |
�� |
�� |
�� |
0.10* |
�� |
|
BCu58ZnSn-R |
57.0��59.0 |
�� |
0.7��1.0 |
0.05��0.15 |
0.35��1.20 |
0.03��0.09 |
�� |
0.10* |
0.20* |
�� |
|
BCu48ZnFe-R |
46.0��50.0 |
0.25 |
�� |
0.04��0.25 |
�� |
�� |
9.0��11.0 |
0.10* |
0.05* |
�� |
|
BCu57ZnMnCo |
56.0��58.0 |
�� |
�� |
�� |
�� |
1.5��2.5 |
�� |
�� |
�� |
1.5��2.5 |
|
BCu62ZnNiMnSi-R |
61.0��63.0 |
�� |
0.1 |
0.1��0.3 |
�� |
0.1��0.3 |
0.3��0.5 |
�� |
�� |
�� |
ע��1�����е�ֵ����ʾ���ֵ��
2�����������У�BCu��0.10%��ͭпǥ�ϡ�0.50%�����������������С�*��Ԫ�صĺ�����
��17 ͭ��ǥ�ϵĻ�ѧ�ɷ�
|
�� �� |
��ѧ�ɷ�/% |
��������
�� |
|
Cu |
Sb |
P |
Ag |
Sn |
Si |
Ni |
|
BCu93P |
���� |
�� |
6.8��7.5 |
�� |
�� |
�� |
�� |
0.15 |
|
BCu92PSb |
1.5��2.5 |
5.8��6.7 |
�� |
�� |
�� |
|
BCu86SnP |
�� |
4.8��5.8 |
�� |
7.0��8.0 |
0.4��1.2 |
|
BCu91PAg |
�� |
6.8��7.2 |
1.8��2.2 |
�� |
�� |
|
BCu89PAg |
�� |
5.8��6.7 |
4.8��5.2 |
�� |
�� |
|
BCu80AgP |
�� |
4.8��5.3 |
14.5��15.5 |
�� |
�� |
|
BCu80SnPAg |
�� |
4.8��5.5 |
4.5��5.5 |
9.5��10.5 |
�� |
��18 ͭ��ǥ�ϵ��ۻ��¶�
|
�� �� |
�� �� �� �ȡ� |
�� �� |
�� �� �� �ȡ� |
|
������ |
Һ���� |
������ |
Һ���� |
|
BCu
BCu54Zn
BCu58ZnMn
BCu60ZnSn-R
BCu58ZnFe-R
BCu48ZnNi-R
BCu57ZnMnCo
BCu62ZnNiMnSi-R |
��
885
880
890
865
921
890
853 |
1083
888
909
905
890
935
930
870 |
BCu93P
BCu92PSb
BCu86SnP
BCu91PAg
BCu89PAg
BCu80AgP
BCu80SnPAg
|
710
690
620
645
645
645
560
|
800
800
670
790
815
800
650
|
(3)�̻�ǥ��
�̻�ǥ�����������屣����¯��ǥ������Ӧǥ�������ǥ���ȹ��շ���������GB/T 13679��92���̻�ǥ�ϡ����涨���̻�ǥ�ϵķ��ࡢ�ͺš��ۻ��¶Ⱥ�ǥ���¶ȼ���19��
��19 �̻�ǥ�ϵķ��ࡢ�ͺż�ǥ���¶�
|
�� �� |
ǥ���ͺ� |
�ۻ��¶ȡ� |
ǥ���¶ȡ� |
|
������ |
BMn70NiCr |
1035��1080 |
1140��1180 |
|
BMn40NiCrCoFe |
1065��1135 |
1160��1200 |
|
������ |
BMn68NiCo |
1050��1070 |
1120 |
|
BMn65NiCoFeB |
1010��1035 |
1040��1100 |
|
����ͭ |
BMn52NiCuCr |
1000��1010 |
1060 |
|
BMn50NiCuCrCo |
1010��1035 |
1080 |
|
BMn45NiCu |
920��950 |
1000 |
�̻�ǥ�ϵĻ�ѧ�ɷ�Ӧ���ϱ�20�涨����״��˿״ǥ�ϱ���Ӧ��࣬��Ӧ��Ӱ��ǥ�����ܵ����ۡ�����Ĥ��������ֲ�����Ƶ�ȱ�ݡ�ÿ��ǥ�ϲ�����200�KӦ�ڲ�ͬ��λ�����ȡ�����������л�ѧ�������ڷ������緢������������Ԫ��ʱ������һ���������������������ϱ�20�涨Ӧ�ӱ�ȡ���Ը���Ŀ���и��顣
��20 �̻�ǥ�ϵĻ�ѧ�ɷ�/%
|
�� �� |
Mn |
Ni |
Cu |
Cr |
Co |
Fe |
B |
C |
S |
P |
���� |
|
BMn70NiCr |
���� |
24.0��26.0 |
�� |
4.5��5.5 |
�� |
�� |
�� |
��0.10 |
��0.20 |
��0.20 |
��0.30 |
|
BMn40NiCrCoFe |
40.0��42.0 |
�� |
11.0��13.0 |
2.5��3.5 |
3.5��4.5 |
�� |
|
BMn68NiCo |
21.0��23.0 |
�� |
�� |
9.0��11.0 |
�� |
�� |
|
BMn65NiCoFeB |
15.0��17.0 |
�� |
�� |
15.0��17.0 |
2.5��3.5 |
0.02��0.01 |
|
BMn52NiCuCr |
27.5��29.5 |
13.5��15.5 |
4.5��5.5 |
�� |
�� |
�� |
|
BMn50NiCuCrCo |
26.5��28.5 |
12.5��14.5 |
4.0��5.0 |
|
�� |
�� |
|
BMn45NiCu |
19.0��21.0 |
34.0��36.0 |
�� |
�� |
�� |
�� |
(4)����ǥ��
����ǥ�����ڻ���ǥ����¯��ǥ������ԡǥ�������ǥ���ȹ��շ���������GB/T13815��92������ǥ�ϡ����涨������ǥ�ϵķ��ࡢ�ͺš���״���ۻ��¶ȷ�Χ����21��
��21 ����ǥ�ϵķ��ࡢ�ͺš���״���ۻ��¶�
|
�� �� |
ǥ���ͺ� |
�ۻ��¶ȡ� |
ǥ���¶ȡ� |
�� ״ |
|
���� |
BAl88Si |
577 |
580 |
˿������������ |
|
BAl90Si |
577 |
590 |
˿���� |
|
BAl92Si |
577 |
615 |
˿���� |
|
����ͭ |
BAl67CuSi |
525 |
535 |
�� |
|
BAl86SiCu |
520 |
585 |
˿�������� |
|
����þ |
BAl86SiMg |
559 |
579 |
˿���� |
|
BAl88SiMg |
559 |
591 |
˿���� |
|
BAl89SiMg |
559 |
582 |
˿���� |
|
BAl90SiMg |
559 |
607 |
˿���� |
����ǥ�ϵĻ�ѧ�ɷ�Ӧ���ϱ�22�涨��˿״����״����״ǥ�ϱ���Ӧ��࣬��Ӧ��Ӱ��ǥ�����ܵ����ۡ��������Ƥ���ֲ�����Ƶ�ȱ�ݡ�ÿ��ǥ��Ӧ�ڲ�ͬ��λȡ�����������������л�ѧ�������ڷ������緢��������Ԫ��ʱ������һ���������������������ϱ�22�涨Ӧ�ӱ�ȡ���Ը���Ŀ���и��顣
AA4004/AA4104��Ƭ�����ǥ�����������������������о������õ���һ�ֱ�Ҫ��ԭ���ϡ���Ƭ���������ڻ���������ѹ�Լ��;��Զ������бȽϴ��Ӱ�죻
��һ���棬��Ȼ�й����ڶ�IJ������ǥ�����յ��������ң�����������ij���ÿ���AA4004/AA4104ǥ��Ƭ����ʹ����������������������ֱ�Ӷ���ǥ�ϣ���˵��º�Ƭ�ɹ����ѣ����߲ɹ��۸�Ӹ߲��£�
Ϊ�˽����һ���⣬���Ϳͻ��������ɱ������Ǻͺ�Ƭ�������������Ƴ����ƻ��ĺ�Ƭ���ϣ����ݿͻ��������ȣ��������������ṩ����Ҫ�������Ƭ��
��Ƭ���ʣ�AA4104��AA4004������Ҳ��AA4047��Ƭ��
״ ̬��H16��H18
��ȹ��0.10 mm
���ȹ��150��200�� 250��
��22 ����ǥ�ϵĻ�ѧ�ɷ�/%
|
�� �� |
Mn |
Si |
Cu |
Zn |
Fe |
Mg |
Cr |
Ti |
Mn |
���� |
|
BAl88Si |
���� |
11.0��13.0 |
��0.30 |
��0.20 |
��0.8 |
��0.10 |
�� |
�� |
��0.05 |
0.15 |
|
BAl90Si |
9.0��11.0 |
��0.25 |
��0.10 |
��0.15 |
0.20 |
��0.05 |
|
BAl92Si |
6.8��8.2 |
27��29 |
��0.20 |
�� |
�� |
��0.10 |
|
BAl67CuSi |
5.5��6.5 |
3.3��4.7 |
��0.15 |
|
BAl86SiCu |
9.3��10.7 |
�� |
��0.15 |
|
BAl86SiMg |
11.0��13.0 |
�� |
�� |
��0.10 |
|
BAl88SiMg |
9.0��10.5 |
�� |
|
BAl89SiMg |
9.5��11.0 |
�� |
0.20��1.0 |
|
BAl90SiMg |
6.8��8.2 |
�� |
2.0��3.0 |
|
��Ʒ���� |
�ƺ� |
��Ҫ�ɷ֣����� |
�۵㣨�棩 |
��; |
|
������ |
Һ���� |
|
�ߴ��� |
Al05 |
Al:��99.999 |
660 |
�������ϡ��ս���ϡ� |
|
���� |
1A99(L03) |
Al:��99.995 |
|
Al:��99.98 |
|
���� |
Sal-3(Aoo) |
Al:99.5 |
|
���� |
AlSi5(4043) |
Al:���� |
Si:5��0.5 |
577 |
630 |
|
AlSi7 |
Si:7��0.5 |
577 |
613 |
|
AlSi12(4047) |
Si:12��1.0 |
577 |
582 |
|
��ͭ |
AlCu4 |
Cu:4��1.0 |
572 |
650 |
���Ӳ��� |
|
��þ |
AlMg10 |
Mg:9.5��11.0 |
508 |
609 |
|
����þ |
AlSiMg11.5-1.5 |
Si:11.5��0.8 |
Mg:1.5��0.5 |
577 |
580 |
���ǥ����Ƭ״ǥ�ϣ����ṩ�����0.03mm���ϵ�Ƭ�� |
|
AlSiMg7.3-1.5 |
Si:7.3��0.5 |
Mg:1.5��0.2 |
577 |
615 |
|
��ͭ��ϵ����պ��� |
AlSiCu |
Si:10��1.0 |
Cu:4.0��0.7 |
521 |
585 |
|
AlSiCuMg |
|
|
500 |
560 |
|
AlCuSi1NiMg |
|
|
500 |
520 |
|
AlCuSiNi |
|
|
515 |
535 |
|
�������� |
AlSiSrLa |
Si:11.5��0.8 |
Sr:0.01��0.1 |
La:0.01��0.1 |
575 |
584 |
���Ӳ��� |
|
��ǿ������˿ |
BJ380 |
Cu:4.1��4.8 |
Si:1.3��1.7 |
Ti:0.20��0.32 |
Zr:0.23��0.35 |
525 |
646 |
����LD��LY�����ģ��ر���BJ380�кܺõĵ������ܡ��ɸ����û���Ҫ���ṩ��������ϴ����˿��ֱ����1.2mm����. |
|
BJ380A |
Cu:1.3��2.3 |
Si:4.2��5.7 |
Ti:0.05��0.25 |
B:0.01��0.05 |
540 |
613 |
|
BJ380B(Sc3-3) |
Cu:2.5��3.5 |
Si:2.2��3.2 |
Ti:0.10��0.25 |
Zr:0.10��0.25 |
Mn:0.1��0.2 |
541 |
644 |
|
|
|
|
|
|
|
|
|
|
|
ע���ɸ����û�Ҫ�������DZ��Ʒ�����ֹ��IJ�Ʒ��
(5)����ǥ��
����ǥ��������¯��ǥ������Ӧǥ���͵���ǥ���ȹ��շ���������GB10859��89������ǥ�ϡ����涨������ǥ�ϵķ��ࡢ�ͺź�ǥ���ο��¶ȼ���23��
��23 ����ǥ�ϵķ��ࡢ�ͺź�ǥ���ο��¶�
|
�� �� |
ǥ���ͺ� |
�����ߡ� |
Һ���ߡ� |
ǥ���ο��¶ȡ� |
|
�������� |
BNi74CrSiB |
975 |
1040 |
1065��1205 |
|
BNi75CrSiB |
975 |
1075 |
1075��1205 |
|
BNi82CrSiB |
970 |
1000 |
1010��1175 |
|
�������� |
BNi68CrWB |
970 |
1095 |
1150��1250 |
|
������ |
BNi92SiB |
980 |
1040 |
1010��1175 |
|
BNi93SiB |
980 |
1065 |
1010��1175 |
|
������ |
BNi71CrSi |
1080 |
1135 |
1150��1250 |
|
���� |
BNi89P |
875 |
875 |
925��1025 |
|
������ |
BNi76CrP |
890 |
890 |
925��1040 |
|
���̹�ͭ |
BNi66MnSiCu |
980 |
1010 |
1010��1095 |
����ǥ�ϵĻ�ѧ�ɷ�Ӧ���ϱ�24�涨��ǥ�Ͽ���״������״����״����ʽ��������״ǥ��Ӧ�����࣬û��Ӱ��ǥ�����ܵļ����P����Ƥ��ȱ�ݡ���״ǥ�����Ӧ�ʽ�������������������������ۡ�ǥ��Ӧ�������õ�ǥ���������ܣ��ں��ʵ�ǥ�����������£�ǥ����治Ӧ��δ�ۻ��IJ����
��24 ����ǥ�ϵĻ�ѧ�ɷ�
|
�� �� |
Ni |
Cr |
B |
Si |
Fe |
C |
P |
W |
Mn |
|
���� |
|
BNi74CrSiB |
���� |
13.0��15.0 |
2.75��3.50 |
4.0��5.0 |
4.0��5.0 |
0.60��0.90 |
0.02 |
�� |
�� |
�� |
0.50 |
|
BNi75CrSiB |
0.06 |
|
BNi82CrSiB |
6.0��8.0 |
2.5��3.5 |
|
BNi68CrWB |
9.5��10.5 |
2.20��2.80 |
3.0��4.0 |
2.0��3.0 |
0.30��0.60 |
11.5��12.5 |
|
BNi92SiB |
�� |
2.75��3.50 |
40��5.0 |
0.5 |
0.06 |
�� |
|
BNi93SiB |
�� |
1.50��2.20 |
3.0��4.0 |
1.5 |
|
BNi71CrSi |
|
0.03 |
9.75��10.50 |
�� |
0.10 |
|
BNi89P |
�� |
�� |
�� |
0.20 |
0.10 |
10.0��12.0 |
|
BNi76CrP |
|
0.01 |
0.10 |
�� |
0.08 |
9.7��10.5 |
0.04 |
|
BNi66MnSiCu |
|
�� |
�� |
6.0��8.0 |
|
0.10 |
0.02 |
21.0��24.5 |
4.0��5.0 |
ע�����涨�⣬����ֵ��ʾ���ֵ��������������ⶨ�ܣ����ֵΪ1.0%��
��6����״ǥ��
��״ǥ������ǥ�ϺϽ��ĩ��ǥ������������ɵĸ��壬�ŵ���������ʵ��ǥ�����Ŀ��ƣ����ڸ��ӽṹ��װ�������ʵ��ǥ�����̵��Զ�������ʵ�����������У�������������Ҫ����ĩ״ǥ����ǥ����ϲ����ܼ����ɺ�״��ʹ�ã���Ҳ�ɳ�֮Ϊ��״ǥ�ϡ�����������������װ�����ķ�չ���ƹ�Ӧ�ã��Ը�״ǥ�ϵ�������Խ��Խ��
���Ӹ�״ǥ�ϣ�Ҳ��ǥ�ϸࣩͨ����ǥ�Ϸۺ�ǥ�����壨��ǥ�����ܼ�������͵����������ԵĽ��ʵȣ���ɡ�ǥ�Ϸ���ǥ���������Ҫ��Դ��ǥ�Ϸ۵���״������Ϊ������ĩ�Ŀ�����Ҫ����һ�¡�������һ��ȡ149��m��100Ŀ����74��m��200Ŀ����63��m��250Ŀ����46��m��300Ŀ������45��m��320Ŀ���ȼ���������Ӧ��ͬ��Ϳ����ʽ��ǥ�ϸ��е�ǥ�Ϸ۵���������ͨ����75%��90%���ң�Ϊ�˻��ǥ����ϸߵĽ�������������ȡ��������Ϊ85%��90%��
ǥ��������������Ӧ��Һ��������壬��85������Ѹ�ٸ������ǥ���¶���ά������ԡ�������Ҫ���������֬���ܼ��������������Լ���ɡ�������ǥ�������壬����ˮ�����㡣����������л������л���������εȣ���������Գ̶ȿɷ�Ϊ��R���������ԣ�����RMA�������жȻ��ԣ�����RA��������ȫ���ԣ��͡�OA�������ϸ��ԣ��ȼ������𡣡�RA���͡�OA��������нϸߵĸ�ʴ�Ժ����������������ܼ���Ҫ���ڵ���Һ��������Ժ��ȣ�Ϊ��֤ǥ���ʹ�ã��ܼ���ѡ�õ��ֻ�����л���ϵͳ��
����ǥ�ϺϽ��ĩ�ijɷ֣��ɽ�ǥ�ϻ���Ϊ�����֡�
����Ǧϵǥ�ϸ� Ӧ����㷺��������60Sn/40Pb��63Sn/37Pb��Ӧ����ࡣ5Sn95Pb��10Sn90Pb���ڽϸ��¶ȵ�ǥ������Ϊ�主��Ǧ���Ƚϱ��ˡ�
����Ǧ��ϵǥ�ϸ� ��Ҫ���ڶ������ϵ�ǥ����ǥ������������Ϊ�˼�С��Ĥ�������ܽ⡣���õ���62Sn/36Pb/2Ag��5Sn/93.5Pb/1.50Ag��
������ϵǥ�ϸ� ���͵�Ϊ95Sn/5Ag��96.5Sn/3.50Ag�����ŵ����ڽ�ͷǿ�ȸߣ�����ƣ�����ܺá�
��25�����˹����г������۵�ǥ�ϸ�Ʒ�֡�
��25 �����г������۵�ǥ�ϸ�Ʒ��
|
�� �� |
ʹ�÷�ʽ |
��ȵȼ� |
���÷�Χ |
|
��±��ǥ�ϸ� |
ӡˢ�� |
�� |
���켰���õ����豸 |
|
��Ȼǥ�ϸ� |
ӡˢ�� |
RMA |
���ü�רҵ�����豸 |
|
�����ǥ�ϸ� |
ӡˢ�� |
RA |
����Ʒ�����豸 |
|
���±���ǥ�ϸ� |
ӡˢ�� |
RMA |
רҵ�����豸 |
|
������������ǥ�ϸ� |
������������ |
RMA |
�ʺ϶���������ʹ�� |
���Ƹ�״ǥ��ʱ�����մ�����ʢװ����ǥ�Ϸۣ���������������ӵ��߽��裬ֱ��ϡ���Ⱥ���Ϊֹ�����̫ϡ��������ע��������������ɢʧ����֮��������ߣ�, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ���Ⱥ�����ӷ���������ǥ�Ͼ��ҷɽ���������ǥ�ϲ��������ȱ�ݡ����̫��������ע�䣬�����Բ������������䡣ϡ���̶ȵı����ý���IJ�������ǥ�ϸ�, մ����������´���������Լ15��20mm���ɡ�
�ɲ�������ע����ע��ǥ�ϸ࣬ע�������ݽ�ͷ�ߴ��϶�������Ƽ�ע��ĸ�״ǥ�����ӦΪ��ͷװ���϶����ݻ���4����ע��õ�ǥ�ϸ࣬��������������࣬�ֱ��������¸����������и������һ��δ�����𤸽��������ע������������ȴ��ĸ�״ǥ�ϣ�Ҫ���л��գ��ܽ��ڱ�ͪ�У��������ˣ�ֱ�������ȫ�������Ȼ�����ղأ��´�ʹ�á�
Ϊ������Һ̬ǥ�ϵ�������������ֹ�������۽���һ���Լ������ǥ���о�֮���ǥ�ӣ���ʱ��Ҫʹ����ǥ������ǥ����һ���ܹ���ֹҺ̬ǥ���������л��ܼ��������ɷ���һЩ��ǥ�����ķdz��ȶ�����������������������ѡ�����þ��ijЩϡ�����������ǥ�ϲ�����ʪ�ķǽ������ʣ���ʯī�����ѵȣ������ʵ���������ɺ�״��Һ�壬ǥ��ǰԤ��Ϳ�ڽ�ͷ��������ǥ���¶��£������ڹ�������IJ�������ֹǥ�ϵ�������ǥ�����ٽ�������ȥ����
��26 �г����ֳ�����ǥ���ijɷֺ�ʹ�÷�Χ���⼸����ǥ����ǥ�������У����ȶ��Ժã�Ϳ������Ҳ�ã���ѧ�ȶ����������Թ�����ʴ���á�
��26 ������ǥ���ijɷּ�ʹ�÷�Χ
|
�� �� |
��ǥ����� |
ʹ�÷�Χ
/�� |
�� �� |
��ǥ����� |
ʹ�÷�Χ
/�� |
|
��� |
����� |
��� |
����� |
|
�ױ�
�ƾ� |
�л�����֬
ˮ���� |
TiO2��SiO2
Al2O3 |
600��1200
300��1100 |
�ƾ�
ˮ |
��������֬
�� |
������������
Cr2O3��ʯī |
300��1000
800��1200 |
��7���Ǿ�̬ǥ��
�Ǿ�̬ǥ���ǽ�������չ������һ������ǥ�ϡ���ν���Ǿ�̬��������ھ�̬���Եģ��������DZ�����Һ̬������ԭ���������еĽṹ�������ԣ���ԭ��֮�����Խ�������ϡ���ȡ�Ǿ�̬��������õķ����ǿ��ټ��似��������Ӳ���࣬����ѹ�ӷ�ʽ���εĽ�����Ͻ𣬿ɽ�������ۻ���Ȼ��������ת��ͭ��ˮ������ϣ�ʹ���Լ��ߵ��ٶ���ȴ�����ɵõ��Ǿ�̬�Ͻ�
�����Ѿ�������ķǾ�̬ǥ����7K301������ǥ�ϣ���7K701��Cu-Si-Niϵǥ�ϣ���7K702��Cu-Ni-Sn-P����7K703��Cu-Ag-Sn-P���ĸ�ϵ�У�����һЩ�Ǿ�̬ǥ��Ҳʱ�б����������Ѿ�������ͭ����ͭ�����ٻ���������Ǧ�����������ѻ����ܻ��ȾŴ�ϵ�м������ƺŵķǾ�̬ǥ�ϡ�
�������Ƶ�������ͭ���Ǿ�̬ǥ�ϵĻ�ѧ�ɷֺ��ۻ��¶ȼ���27�ͱ�28��
��27 �Ǿ�̬����ǥ�ϵĻ�ѧ�ɷֺ��ۻ��¶�
|
ǥ�ϱ�� |
�� ѧ �� �� / % |
������/�� |
Һ����/�� |
|
Ni |
C |
B |
Cr |
Fe |
Si |
Co |
���� |
|
QGNi-1001 |
�� |
0.03 |
2.0��3.5 |
�� |
�� |
4.2��4.6 |
�� |
�� |
980 |
1050 |
|
QGNi-1002 |
�� |
0.02 |
2.3��2.6 |
�� |
�� |
5.4��7.6 |
�� |
�� |
980 |
1010 |
|
QGNi-1003 |
�� |
0.02 |
1.3��1.7 |
18��19.5 |
�� |
6.0��8.0 |
�� |
�� |
1020 |
1075 |
|
QGNi-1004 |
�� |
0.02 |
2.4��3.0 |
�� |
�� |
3.8��4.5 |
18.5��20.0 |
�� |
970 |
1087 |
|
QGNi-1005 |
�� |
0.01 |
,
3.3��4.2 |
14.5��16 |
�� |
�� |
�� |
�� |
1025 |
1080 |
|
QGNi-1006 |
�� |
0.04 |
2.7��3.5 |
13.0��15.0
|
4.0��5.0 |
4.0��5 |
�� |
�� |
1010 |
1100 |
|
QGNi-1007 |
��
|
12.0��14.0 |
, 3.5��5.0 |
0��5 |
1.0 |
�� |
1005 |
1100 | |
|
QGNi-1008 |
�� |
0.02 |
2.7��3.5 |
6.5��7.5 |
2.5��3.0 |
3.0��5.0 |
�� |
�� |
972 |
1000 |
|
QGNi-1009 |
�� |
0.02 |
3.5��4.0 |
9.7��10.7 |
5.3��5.7 |
�� |
22.5��23.5 |
Mo 6.7��7.3 |
1015 |
1075 |
|
QGNi-1010 |
�� |
0.02 |
2.0��2.5 |
11.0��12.2 |
3.9��4.9 |
1.2��1.7 |
�� |
W 7.5��8.5 |
1060 |
1110 |
|
QGNi-1011 |
�� |
0.02 |
1.5��2.0 |
4.5��5.5 |
2.0��2.5 |
5.6��6.0 |
3.0�� |
Cu 5.0��6.0
Mn 4.5��5.5 |
948 |
976 |
|
QGNi-1012 |
�� |
0.02 |
1.5��2.0 |
�� |
�� |
5.0��6.0 |
�� |
Cu 5.0��6.0
Mn 19��21 |
980 |
960 |
��27 �Ǿ�̬ͭ��ǥ�ϵĻ�ѧ�ɷֺ��ۻ��¶�
|
ǥ�ϱ�� |
�� ѧ �� �� / % |
������
/�� |
Һ����
/�� |
|
Cu |
Ni |
Sn |
P |
In |
|
QGCu-200B |
�� |
�� |
19��21 |
�� |
�� |
730 |
925 |
|
QGCu-200C |
�� |
1.5��2.5 |
19��21 |
�� |
1.5��2.5 |
775 |
880 |
|
QGC-2001 |
�� |
9.0��10.0 |
9.5��10.5 |
6.5��7.1 |
�� |
585 |
660 |
|
QGC-2002 |
�� |
9.0��10.0 |
4.0��5.0 |
7.2��7.8 |
�� |
601 |
630 |
|
QGC-2003 |
�� |
13.0��15.0 |
9.0��10.0 |
6.5��7.1 |
�� |
533 |
640 |
|
QGC-2005 |
�� |
4.8��5.8 |
9.0��10.0 |
6.5��7.0 |
�� |
553 |
630 |
�Ǿ�̬ǥ�Ͼ������¼�������ص㡣
a����ѧ�ɷ־��ȣ����ʺ����٣����ȸߣ�ǥ�ϸ���ֲ����룬����������ǥ����ͷ��ǿ�ȡ�
b������������������ʲ������ƣ�ǥ���ǽ���������ǥ����ͷ�����ߡ�
c��ǥ�Ͽɰ������ṹ��Ҫ����ɸ��־�ȷ����״���Ӷ����ϸ����ǥ�ϵ�����������Һ̬ǥ�ϵ�������
d�����ڷǾ�̬ǥ�ϲ�ͨ����Ԥ����ǥ����϶�ڵģ���˶�������϶������Ҫ�ߣ�Ϊ�ϴ����ƽ���ͷ��ǥ���ṩ�˽ϸߵĿɿ��ԡ�
e���뺬���ǥ����ȣ����ܴ洢ʱ��ʹ洢���������ơ�
�������ǥ��������
��ַ:����ʡ������ά��·349��
�������룺225000
��ϵ�ˣ� �̶���
SKYPE:jsyzcdj
��ϵ�ֻ���13905275926
QQ��649200691
MSN��jsyzcdj@126.com
E-mail: jsyzcdj@126.com
��ַ��http://www.brazing.com.cn
�¼�����ϵ��ַ��10 Anson Road #05-17
��ϵ�ˣ� Feng Guo An
��ϵ�绰:+65-6756 3629
�ֻ���+0065-6756 3629
�� ��: +0065-6754 8382
�����ʼ���fengga@el.sg
�¹���ϵ��ַ��Xiangzhen Li
Ringenkuhler Straße 26
34298 Helsa
��ַ��www.china-market-expertise.de
��ϵ�ˣ�������
��ϵ�绰: 004956049180277
�ֻ��� 004956049180277
�� ��: 004956049180278
�����ʼ�info@china-market-expertise.de
, , , width="144">