ХжҝХЗҘәёЧ°ЕдЎўЗҘәё№ӨЧ°јРҫЯЙијЖ
Тэ СФ
ХжҝХЗҘәёДЬ№»»сөГҫ«ГЬ№вББөДҪУН·ЎўЗҘ·мЈ¬¶шЗТҪУН·ҫЯұёУЕБјөД»ъРөРФДЬәНҝ№ёҜКҙРФДЬЈ¬ХжҝХЗҘәёУлЖдЛьЗҘәё·Ҫ·ЁПаұИЈ¬ФЪБгјюСх»ҜәНБгјюұдРОөДҝШЦЖ·ҪГжҫЯУРГчПФөДУЕКЖЈ¬ХвР©МШөг¶ФУЪЖҪ°еМмПЯЎў·зАдЙўИИЖчЈ¬Л®АдАд°еәНУРМШКвТӘЗуөДПдМеЎўәРМе¶ј·ЗіЈККәПЈ¬ЦұҪУҝЙТФ»сөГёЯҫ«¶ИөДБгјюЈ¬ЦКБҝТІТЧУЪҝШЦЖЈ¬ПЦФЪХжҝХВБЗҘәёФЪөзЧУІъЖ·АдИҙПөНіЦРөДУҰУГТСК®·Ц№г·әЎЈХжҝХЗҘәёөДЦчТӘ№ӨРт°ьАЁЈәБгјюјУјУ№ӨЎўХжҝХЗҘәёЗ°ЗеПҙҙҰАнЎўБгјюЧ°ЕдәН№М¶ЁЎўЗҘәёЎўЗҘәёәуҙҰАнј°ЦКБҝјмСйөИЈ¬ГҝөА№ӨРтҫщ»бУ°ПмЧоЦХөДЗҘәёЦКБҝЈ¬ПВГжЦчТӘМЦВЫХжҝХВБЗҘәёјРҫЯЙијЖәНСЎФсКұұШРлҝјВЗөДТтЛШЎЈ
1 ХжҝХЗҘәёјРҫЯЧ°ЕдјРҫЯј°ҪшВҜХжҝХЗҘәёјРҫЯТ»°гЙијЖФӯФт
ХжҝХЗҘәёКұЗҘәёБгјюУҰЧ°Ед¶ЁО»Ј¬ТФИ·ұЈБгјюЦ®ОКөДПа»ҘО»ЦГәНЗҘәёТӘЗуөДҪУН·ОКП¶ЎЈЗҘәёјРҫЯТӘЙжј°өҪЗҘәёБгјюөД№М¶ЁЎўЧ°ЕдЎўҪшВҜЎўЗҘәёЎўіцВҜХыёц№эіМЈ®ХжҝХЗҘәёҪшВҜЗҘәёјРҫЯКЗ·сәПАнәНКөУГЦұҪУУ°ПмөҪІъЖ·өДЗҘәёЦКБҝЎЈЖХНЁјРҫЯЙијЖөДФӯФтәНТӘЗуН¬СщККУГУЪЗҘәёјРҫЯөДЙијЖЈ¬ИзјРҫЯПөНіТӘҫЯУРТ»¶ЁөДҫ«¶ИЈ»јРҫЯПөНіТӘҫЯУРТ»¶ЁөДёХ¶ИТФҝЛ·юјУ№Ө№эіМЦРөДұдРОЈ»јРҫЯПөНіТӘҫЯУРҪб№№ҪфҙХЎўРОЧҙјтөҘЎўЧ°Р¶·ҪұгөДМШөг іэБЛТӘҝјВЗТФЙПөДФӯФтЈ¬ЗҘәёјРҫЯ»№УРЛьЧФЙнөДМШөгЈ¬Т»°гАҙЛөЧ°ЕдЗҘәёјРҫЯәНҪшВҜХжҝХЗҘәёјРҫЯЙијЖУРұИҪПҙуөДЗшұрЎЈҪшВҜХжҝХЗҘәё»№ТӘҝјВЗИзПВТтЛШЈә
(1)ХжҝХЗҘәёЛжВҜјРҫЯІДБПТӘҝЙТФҫӯКЬЗҘәёОВ¶ИЈ¬¶шІ»ЙҘК§Зҝ¶ИЈ¬І»ұдРОәН·ЕіцЖшМеЈ¬І»ТЧУлЧйәёјюІъЙъәПҪр·ҙУҰЎўІ»ХіЈ»
(2)ЦШКУјРҫЯәНБгјюөДОВ¶ИЕтХНәНКХЛхЈ¬ФЪЗҘәёОВ¶ИПВЈ¬ТӘұЈЦӨЗҘәёБгјюҫЯУРәПККөДҪУН·јдП¶Ј»
(3)јРҫЯТӘұЈЦӨЗҘәёЗшөДИИҙ«өјЈ¬ТэЖрөДИИБҝЧӘТЖ¶ФБгјюөДОИ¶ЁјУИИҪөОВІъЙъёЙИЕЧоРЎЈ¬ІўЗТІ»·Б°ӯЗҘБПөДБч¶ҜЎЈ
2 ХжҝХЗҘәёјРҫЯЙијЖ
2Ј®1 ХжҝХЗҘәёјРҫЯІДБПөДСЎФсјРҫЯІДБПСЎУГЈ¬ЧоёщұҫҫНКЗТӘұЈЦӨЈәФЪЗҘәёОВ¶ИПВЈ¬јРҫЯІДБПөДёХРФТӘҙуУЪЗҘәёБгјюІДБПЈ¬ХвСщФЪЗҘәё№эіМЦРЈ¬әёјюөДұдРОКјЦХКЬјРҫЯөДПЮЦЖЈ¬әёјюј°ЖдЕдәПіЯҙзҝЙТФТАҝҝјРҫЯЧ°ЕдөГөҪұЈЦӨЎЈХжҝХВБЗҘәё№ӨЧчОВ¶ИФЪ600 ЎжЧуУТЈ¬ЗҘәёКұјд3Ў«6РЎКұЈ¬Т»°гЗйҝцСЎФс1Crl8Ni9TiҝЙТФВъЧгК№УГТӘЗуЈ¬1Crl8Ni9TiКф°ВКПМеІ»РвёЦЈ¬ҝ№Сх»ҜРФҙпөҪ700ЎжТФЙПЈ¬ЦШТӘөДКЗФЪЗҘәёОВ¶ИКұ»№УРЧг№»өДИИЗҝРФЈ¬ёХРФФ¶ҙуУЪВБәПҪрЈ¬ЧйЦҜОИ¶ЁЈ¬іӨЖЪРэУГІ»»бҙа»ҜЈ¬№К¶шЈ¬ЗҘәёјРҫЯ»щұҫҝтјЬј°ЦчТӘ№ӨЧчІҝјюІЙУГ1Crl8Ni9TiКЗ·ЗіЈәПККөДЈ»¶ФУЪТ»Р©ЕдәПіЯҙзј°ҫ«¶ИТӘЗуёЯөДБгјюЈ¬јРҫЯЙијЖұШРлТӘЙжј°ВЭОЖёұТФј°¶ЁО»ҝЧЦбЕдәПЈ¬ІДБПСЎФсІ»әПККЈ¬ЧйЦҜҪУҪьЈ¬ИИОИ¶ЁРФІоЈ¬ЗҘәёОВ¶ИПВјРҫЯБгјюЦ®јд»бУРЎ°Т§ЛАЎұПЦП󣬶шСЎУГЦэМъУлlCrl8Ni9 FiЕдәПҪ»МжК№УГҫНҝЙТФҪПәГөШҪвҫцХвёцОКМвЎЈ
2Ј®2 ТӘҝјВЗИИұдРОөДУ°Пм
ХжҝХЗҘәёјРҫЯј°БгјюФЪЗҘәёОВ¶ИПВІъЙъИИұдРО¶ФЗҘәё№эіМөДУ°ПмУҰёГЧЕЦШУиТФҝјВЗЎЈУЙУЪјРҫЯәНЗҘәёБгјюөДІДБПІ»Н¬Ј¬ИИЕтХНПөКэІ»Н¬Ј¬ФЪјУИИөДЗйҝцПВЈ¬»бІъЙъЕтХНБҝІоЈ¬ЗҘәёБгјю»бІъЙъұдРОЈ¬јРҫЯөДДҝөДҫНКЗИГЗҘәёјюЛжјРҫЯөДұдРО¶шұдРОЈ¬Т»°гАҙЛөЈ¬ЦчТӘ¶ФЗҘәёјюЖҪГж¶ИЎўҙ№Цұ¶ИЎўәё·мјдП¶УРТӘЗуЈ®ЖдЛьТӘЗуІ»К®·ЦСПёсөДБгјюЈ¬ІЙУГЗҝЦЖұдРОјРҫЯҝЙТФВъЧгК№УГТӘЗуЈ»ө«КЗ¶ФУЪДіР©НвРОіЯҙзЎўЕдәПіЯҙзҫ«¶ИТӘЗуұИҪПёЯөДБгјюЈ¬ІЙУГЗҝЦЖұдРОјРҫЯҫНІ»ДЬВъЧгК№УГТӘЗуБЛЈ¬ұШРлҝјВЗФЪЗҝЦЖұдРОјРҫЯөД»щҙЎЙПЈ¬ЙијЖІҝ·ЦөҜРФФӘјюЧйіЙИбРФјРҫЯПөНіЈ¬өҜРФФӘјюТ»°гІЙУГёЯОВөҜ»Й»төҜРФјРН·Ј¬ҫӯ№эЕтХНБҝІоөДјЖЛгЈ¬ҝШЦЖөҜРФФӘјюөДұдРО·¶О§Ј¬ХвСщјИҝЙТФ¶ФЗҘәёјюұЈіЦұШТӘөДС№БҰЈ¬УЦҪвҫцБЛЕтХНБҝІоөДОКМвЎЈХжҝХЗҘәёУГДНёЯОВәПҪрөҜ»ЙәНЗҘәё№ӨЧ°јРҫЯ¶ЁО»
ФЪХжҝХЗҘәёёҙФУІҝјюКұЈ¬НщНщРиСЎУГДНёЯОВәПҪрөҜ»ЙәН№ӨЧ°јРҫЯҪшРРЧ°Ед¶ЁО»ЎЈСЎФсХжҝХЗҘәёөД¶ЁО»№ӨЧ°ј°јРҫЯәНДНёЯОВөҜ»ЙЈ¬НЁіЈУҰЧсСӯПВКцФӯФтЈә
1ЎЈХжҝХЗҘәёјРҫЯУҰҫЎҝЙДЬөШјтөҘЎЈІЙУГҪПұЎҪШГжөДјРҫЯУҰ·ыәПёХРФәНДНҫГРФөДТӘЗуЎЈ
2.ХжҝХјРҫЯЦРТӘұЬГвК№УГВЭЛЁ»тВЭ¶ӨЎЈТтОӘЛьГЗФЪјУИИКұИЭТЧЛЙіЪЈ¬іЈіЈІ»ДЬ¶ФЗҘ·мК©јУС№БҰЈ¬ұЈіЦЖд°ІЧ°О»ЦГЎЈ
3.ИзДНёЯОВөҜ»Й»тјРЗҜК№УГФЪјУИИЗшЙПұШРлТӘДЬҫӯКЬөГЧЎХжҝХЗҘәёОВ¶ИЧоёЯОВ¶ИЈ¬·сФтФЪХжҝХЗҘәёКұ»бІъЙъІъЖ·әН№ӨЧ°ЛЙіЪЎЈ
4.ЦЖЧчЧцХжҝХЗҘәёјРҫЯУҰК№№ӨЧ°јРҫЯәс¶ИҫщФИТ»ЦВЈ¬ұЬГвІЙУГҙуәс¶ИөДҪШГжЎЈ
5.ФЪҙу¶аКэЗйҝцПВЈ¬ТӘұЬГвК№УГЕтХНПөКэІ»Н¬өДТмЦЦІДБПЦЖЧч№ӨЧ°јРҫЯЈ¬ТтОӘЛьГЗҝЙДЬ»бУ°ПмЧйјюөДіЯҙзЎЈө«КЗөұІ»Н¬өДИИЕтХНҫЯУРУЕөгКұЈ¬ҝЙТФАэНвЎЈ
6.№ӨЧ°јРҫЯФЪУГЧчХжҝХЗҘәёЧ°ұёТФЗ°Ј¬УҰПИҫӯКЬХжҝХЗҘәё»·ҫіәНОВ¶ИөДІвКФЈ¬ТФұЈЦӨјРҫЯіЯҙзөДОИ¶ЁРФәНПыіэУҰБҰЎЈ
7.№ӨЧ°јРҫЯҪб№№УҰұгУЪјмІйЈ¬РлҫӯіЈјмІй№ӨЧ°јРҫЯөДіЯҙзЎЈ
8.ә¬ВБәНоСДш»щДНИИәПҪрФЪҝХЖшЦРјУИИКұ»бІъЙъұЈ»ӨРФСх»ҜДӨЈ¬УРЦъУЪ·АЦ№ІҝјюУл№ӨЧ°јРҫЯәё№МЎЈ
9.УҰұЬГвК№УГФЪёЯОВПВУлЗҘәёЧйјюҪфГЬҪУҙҘ»бЖр·ҙУҰөДІДБПЦЖЧчјРҫЯЎЈАэИзЈ¬ХжҝХЗҘәёоСКұЗРОрК№УГДш»щәПҪрөДјРҫЯЈ¬·ҙЦ®ТаИ»ЎЈТтФЪ943ЎжКұ»бРОіЙДшоС№Іҫ§Ј¬ХвёцОВ¶ИНЁіЈөНУЪоС»тДш»щәПҪрөДХжҝХЗҘәёОВ¶ИЎЈ
10.НЁ№эК№УГИбРФөДёЯИЫөг¶ЖІгөжЖ¬ЎўёЦЗт»тПъ¶ӨЈ¬ҝЙК№јРҫЯ¶ФЗҘәё№№јюК©јУҫЦІҝС№БҰЎЈ
11.ЗҘәёЧйјюТӘЗуұЈіЦҫ«ГЬНвРО№«ІоКұЈ¬РиТӘУРК®·ЦОИ¶ЁөДјРҪфЧчУГЎЈҪрКфјРҫЯҫӯЦШёҙК№УГәуНщНщИұ·ҰОИ¶ЁРФЈ¬ТтҙЛОӘұЈіЦҫ«ГЬ№«ІоЈ¬НЁіЈ¶јІЙУГМХҙЙјРҫЯЎЈІЙУГҝЙЦэМХҙЙІДБПЈ¬ИзИЫИЪСх»Ҝ№иЈ¬Р§№ыј«јСЈ¬ЛьГЗҫЯУРУЕБјөДіЯҙзОИ¶ЁРФЈ¬
ІўҝЙЦэФміцҫ«ГЬ№«Іо¶шІ»Ри»ъјУ№ӨЎЈСх»ҜВБТІҝЙУГАҙЦЖЧчХжҝХ№ӨЧ°ЗҘәёјРҫЯЈ¬ө«ДСТФјУ№Өіцҫ«ГЬөД№«ІоЈ¬ІўЗТДНИИіе»чРФДЬТІІоЎЈ
12.СЎФсХжҝХЗҘәё№ӨЧ°јРҫЯКұЈ¬УҰН¬ІҪҝјВЗИзЛщУГХжҝХЗҘәё·Ҫ·ЁЎўХжҝХЗҘәёОВ¶ИЎўұЈ»ӨЖшМеЎў»щМеҪрКфІДБПРФДЬЈ¬І»Н¬ІДБПөДХжҝХЗҘәё·Ҫ·ЁҫЯУРІ»Н¬өДТӘЗуЈ¬ҫЯМеҫЩАэИзПВЈә
1Ј©ФЪХжҝХЗҘәёКұЈ¬№ӨЧ°јРҫЯІДБПөДОЁТ»ПЮЦЖКЗФЪХжҝХЗҘәёОВ¶ИПВұШРлОИ¶ЁЈ¬ҫЯУРУлХжҝХЗҘәё№ӨјюПаЖҘЕдөДЕтХНРФДЬЈ¬І»ә¬УРЖш»ҜОпЦКәНҝЙДЬОЫИҫХжҝХЗҘәёЖш·ХөДОпЦКЎЈ
2Ј©ёРУҰЗҘәёКұНЁіЈТӘЗу°С№ӨЧ°јРҫЯ·ЕФЪёРУҰЖчөДёҪҪьЎЈИз№ыХвЦЦЗйҝцөДҙжФЪөД»°Ј¬№ӨЧ°јРҫЯІДБПФтКЬПЮУЪІ»КЬёРУҰіЎУ°ПмөДІДБПЎЈ
3Ј©СОФЎЗҘәёЦРЈ¬ЛщУГ№ӨЧ°јРҫЯУҰөұОЮЛ®·ЦЈ¬ЗТКјЦХУРјРҪфЧчУГЈ¬ЗТұШРлҝјВЗИЫСОөДёЎБҰЧчУГЎЈЗТ№ӨЧ°јРҫЯІДБПІ»өГУлИЫСОЖр·ҙУҰЎЈ
4)УЙУЪВБәНГҫөДИИЕтХНПөКэәЬҙуЈ¬ФЪХжҝХЗҘәёҙЛАаІДБПөД№ӨЧ°јРҫЯұШРлҙшУРөҜ»Й»тДіР©ЖдЛьРОКҪөДөчҪЪЧ°ЦГЈ¬Т»°гҝЙІЙУГДш»щДНИИәПҪрәНІ»РвёЦЧчОӘДНёЯОВөҜ»ЙөДІДБПЎЈ
5Ј©»рСжЗҘәёЛщУГ№ӨЧ°Ј¬І»өГ·Б°ӯЗҘәё»рСжЈ¬ЧиөІәё№ӨКУПЯ»т·Б°ӯЗҘБПөДК©јУЎЈ
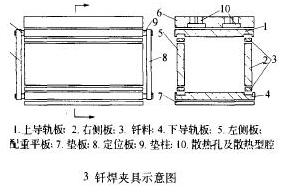
ИзНј1ЛщКҫЈ¬
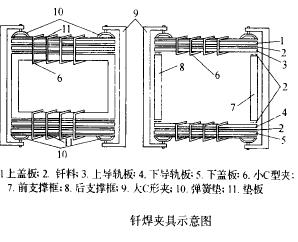
БгјюОӘПдКҪХжҝХЗҘәёјюЈ¬ЙППВөј№м°еУлЗ°әуЦ§іЕҝтЧйіЙТ»ёцҝЙ°ОІеІејюөДПдМеЈ¬ЙППВёЗ°еУлЙППВөј№м°еЦ®јд·ЕЦГІЁОЖ°еЖрөҪЙўИИЧчУГЎЈЧЬМе¶шСФҙЛБгјюУРТ»ёцПФЦшөШТӘЗуЈ¬іЯҙзҫ«¶Иј°Ч°Едҫ«¶ИТӘЗуёЯЈ¬іЙРНәуІ»ҫӯ№эјУ№ӨЈ¬ЙППВөј№м°еЦ®јдІеІЫ¶ЁО»ҫ«¶ИІ»і¬№э0Ј®15mmЈ¬ЙППВјдҫаіЯҙзҫ«¶ИІ»і¬№э0Ј®2 mmЈ¬ІејюРи°ОІеЧФИзЎЈФЪКөјКЙъІъЦРҫӯ№э¶ФјРҫЯј°әёјюІДБПИИЕтХНБҝҫ«И·өШ·ЦОцјЖЛгЈ¬ЙијЖөҜРФІ»РвёЦөжәНёЦРФCРОјРЕдәПК№УГЈ¬ПыіэБЛИИЕтХНІо¶ФЗҘәёөДУ°ПмЎЈИзНј1јРҫЯПөНіЛщКҫЈ¬ПдМеЦЬұЯЙППВТАҝҝРЎөДёХРФCРОјР(Нјјю6)ј°өж°ејРҪфЈ¬ПдМеЙППВЛДёцҪЗФЪХыёцёЯ¶ИЙПУГCРОјРј°өҜРФФӘјюХыМејРҪф(Нјјю9Ўў10)ЎЈ°ҙХХБҪЦЦІДБПИИЕтХНПөКэјЖЛгІъЙъөДЕтХНБҝІоЎЈ
ХжҝХЗҘәё№ӨЧ°јРҫЯұдРОБҝјЖЛ㹫КҪОӘЈә
ЎчL=LЎБ ЎчTЎБ Ўч =LЎБ ЎчTЎБ( a2Т» a1)
ЖдЦРЈәЎч КЗИИЕтХНІъЙъұд»ҜөДЕтХНБҝІоЈ»LКЗјРіЦҫаАлЈ»ЎчTКЗЗҘәёОВ¶ИјхИҘКТОВЈ¬ХвАпИЎ570ЎжЎ«580ЎжЈ»a2КЗјРіЦјюЖҪҫщИИЕтХНПөКэЈ¬ЎжЈ» a1КЗұ»јРіЦјюЖҪҫщИИЕтХНПөКэЈ¬ЎжЎЈПдМеЧЬёЯОӘ410 mmЈ¬ЛДЦЬРЎјРН·јРіЦҫаАлОӘ35Ў« 40 mmЎЈҫӯ№эјЖЛгЈ¬ПдМеЧЬёЯ¶И·ҪПтјРіЦәуКЬИИІъЙъјдП¶БҝОӘТ»2.38 mmЈ¬ЛДЦЬРЎјРН·јРіЦәуКЬИИІъЙъјдП¶БҝОӘТ»0.19 mm(јдП¶БҝОӘёәЦөЛөГчјУИИЕтХНәуұ»јРіЦОпіӨ¶ИҙуУЪјРН·јРіЦјдҫа)ЎЈФЪРЎCРОјРН·јРіЦО»ЦГКЬИИәујдП¶ОӘ0Ј®19 mmЈ¬·ЦОцИПОӘЈәҙЛҙҰ°ьАЁБҪёцЗҘәёГжЈ¬УЙУЪЗҘәёБПМоідҪУН·јдП¶ЎЈГҝТ»ёцЗҘәёГжҙжФЪ0Ј®10 mmөДЛъПЭЈ¬БҪПоПаөЦЈ¬ІЙУГёХРФјРН·КЗҝЙРРөДЈ»¶шПдМеХыМеёЯ¶ИЙПКЬИИәујдП¶ОӘ2Ј®38 mmЈ¬јхИҘЛДёцЗҘәёГжЛъПЭЈ¬»№ҙжФЪөДјдП¶ОӘ2 mmЧуУТЈ¬Из№ыјдП¶өчХыМ«ҙуЈ¬КЬИИәујРіЦОпІ»ДЬУРР§јРҪфЈ¬ЗҘәёРиТӘјдП¶ОЮ·ЁұЈЦӨЈ¬ТЧУЪІъЙъәёҪУІ»ід·Ц»тәё·мГчПФІ»ҫщФИөДПЦПуЈ»Из№ыјдП¶өчХыМ«РЎЈ¬КЬИИәујРН·РОұдБҝІ»ДЬВъЧгәёјюөДРОұдТӘЗуЈ¬ПдМе»бТтјРіЦОпПЮЦЖ¶шұдРОЈ¬јҙЛДҪЗЦ§іЕЦщУЙУЪИИЕтХНҝХјдІ»Чг¶шІъЙъНдЗъ»тЕӨЗъұдРОЈ¬ФміЙБгјюұЁ·ПЎЈНЁ№эЧФЦЖІ»РвёЦөҜ»Йөж(НјЦРјю10)(өҜ»ЙөжөДұдРОБҝҝШЦЖФЪ2 mm)өДЕдәПК№УГҪПәГөШҪвҫцБЛХвёцОКМвЈ¬ЗҘәёјюәёҪУід·ЦЈ¬°ьАЁЙППВЛДҪЗІҝ·Цәё·мҫщФИТ»ЦВЈ¬·ыәПЙијЖТӘЗуЎЈ
2Ј®3 ХжҝХЗҘәёјРҫЯТӘід·ЦҝјВЗөҪЗҘәёјюјУЙўИИҫщФИРФөДТӘЗуЗҘәёКұБгјюөДјУИИәНАдИҙЛЩ¶ИТІКЗЦШТӘөД№ӨТХІОКэЈ¬ВБөДХжҝХЗҘәёЈ¬ХжҝХ¶ИҝШЦЖФЪ3ЎБ10ЎҘ3PaЧуУТЈ¬ІЙУГ·шЙдјУИИЈ¬ҫНКЗОӘБЛұЈЦӨФЪЗҘәё№эіМЦРјУИИЙўИИКЗТ»ёцҫщФИөД№эіМЈ¬ХвСщәёјюөДұдРОҝЙТФјхЙЩөҪЧоөНЈ¬ТЧУЪұЈЦӨәёјюөДіЯҙзҫ«¶ИЎЈ
ИзНј2ЛщКҫ
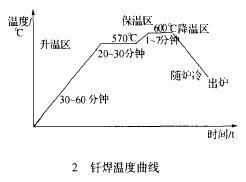
ОӘХжҝХЗҘәёИИСӯ»·ОВ¶ИЗъПЯ Из№ыјУИИ№эҝмЈ¬»бК№әёјюДЪОВ¶ИІ»ҫщФИ¶шІъЙъДЪУҰБҰЈ¬јУИИ№эВэУЦ»бФміЙАэИзДёІДҫ§БЈіӨҙуЈ¬ЗҘБПөН·РөгЧйФӘХф·ўТФј°ҪрКфСх»ҜЗҘјБ·ЦҪвөИУРәҰ№эіМөДјұҫз·ўХ№,әёјюөДАдИҙЛЩ¶И¶ФУЪҪУН·ЦКБҝТІУРЦұҪУөДУ°ПмЈ¬№эВэөДАдИҙҝЙДЬТэЖрДёІДҫ§БЈіӨҙуЈ¬јУҝмАдИҙЛЩ¶ИУРАыУЪПё»ҜЗҘ·мЧйЦҜМбёЯҪУН·Зҝ¶ИЈ¬ө«АдИҙ№эҝмҝЙДЬК№әёјюТтРОіЙ№эҙуөДИИУҰБҰ¶шІъЙъБСОЖЈ¬»тЗҘ·м№эЛЩДэ№МК№ЖшМеІ»ј°ТЭіц¶шІъЙъЖшҝЧЎЈФЪәёјюөДОВ¶ИҝШЦЖ·ҪГжТФЙПКцЗъПЯОӘ»щЧјЈ¬ФЪЗҘәёЦР¶јҝЙТФИЎөГәЬәГөДР§№ыЈ¬ЗъПЯЦРјУИИЛЩВКЦчТӘУЙәёјюөДІДБПРОЧҙј°Ҫб№№іЯҙзАҙҫц¶ЁЈ¬ТІУлК№УГЗҘБПөДРОКҪј°ЗҘБПөДҪбҫ§ОВ¶И·¶О§УРЦұҪУ№ШПөЎЈө«КЗИз№ыЗҘәёјРҫЯәцВФБЛЙўИИРФТӘЗуЈ¬ПЮЦЖБЛБгјюөДИИҪ»»»Ј¬ЗҘәёјюәё·мЦКБҝҫНДСТФұЈЦӨЎЈ
ИзНј3ЛщКҫ
ХжҝХЗҘәёБгјюКЗТ»ёцУЙЙППВөј№м°еј°ЧуУТІа°еНЁ№эЗҘәёБ¬ҪУ¶шіЙөДәРМеЈ¬ҙЛБгјюІ»ҪцТӘЗуіЙРНәуІејю°ОІе·ҪұгЈ¬¶шЗТ¶ФУЪәРМеУРЖшГЬРФТӘЗуЈ¬ХвСщФЪ¶ФЗҘәёҫ«¶ИУРәЬёЯТӘЗуөДН¬КұЈ¬ТІМбёЯБЛБҪІаәё·мөДәёҪУұкЧјЈ¬ФЪКөјКЗҘәё№эіМЦРЈ¬ҫӯјмСй·ўПЦәёјюҙжФЪЖшГЬјмСйІ»әПёсПЦПуЈ¬ХвҫНКЗЛөәё·мөДЦКБҝІ»ҙпұкЧјЎЈҫӯ№э·ЦОцЈ¬И·ИПКЗЗҘәёјРҫЯЙијЖІ»әПАнЈ¬јРҫЯПЮЦЖБЛЗҘәёЗшөДИИҙ«өјҪш¶шУ°ПмБЛәё·мЦКБҝЈ¬ФЪјРҫЯЙијЖКұГ»УРҝјВЗЙўИИРФөДТтЛШЈ¬әёјюҙҰУЪЗ°әу¶ЁО»°еј°ЕдЦШЖҪ°еөД°ьО§Ц®ЦРЈ¬У°ПмөҪәРМеДЪНвөДИИҪ»»»Ј¬ЗҘәёјюөДјУИИј°ЙўИИ№эіМКЬөҪјРҫЯУ°ПмЈ¬ФЪҙЛ№эіМЦРЈ¬әРМеДЪНвөДОВІоҝЙДЬТэЖрИИЕтХНЎўАдКХЛхКұұдРОІ»Т»ЦВЈ¬¶шХжҝХЗҘәёөДЧчУГ№эіМКЗТ»ёцҝмЛЩөД№эіМЈ¬өұЗҘәёјюҙпөҪЗҘәёОВ¶ИКұЈ¬ЗҘБПөДИуКӘәНҪУН·өДРОіЙҙуФјЦ»РиТӘјёГлЦУөДКұјдЈ¬ЗҘәёјюДЪНвОВ¶ИІ»Т»ЦВЈ¬ј«ТЧФміЙәё·мУРЖшҝЧЎўјРФьЈ¬ЙхЦБКЗәё·мҝӘБСЈ¬әёјюұЁ·ПЎЈОӘБЛҪвҫцХвТ»ОКМвЈ¬ФЪјРҫЯ(јыНј3)өДЗ°әу¶ЁО»°еәНәРМеЦ®јдЙијЖФцјУБЛөжЦщ(НјКҫ9)Ј¬¶ЁО»°еФцјУБЛЙўИИҝЧЈ¬ЕдЦШЖҪ°еЙПЙијЖБЛЙўИИРНЗ»ј°ЙўИИҝЧ(НјКҫ10)Ј¬ҙЛҙлК©ҪвҫцБЛЗҘәёјюјУИИј°ЙўИИөДҫщФИРФОКМвЈ¬МбёЯБЛәё·мЦКБҝЈ¬ҙпөҪБЛБгјюЖшГЬРФөДТӘЗуЎЈ
3 ХжҝХЗҘәё№ӨЧ°јРҫЯЙијЖРЎҪб
ХжҝХВҜЦРЗҘәёјРҫЯЙијЖТӘҝјВЗөДТтЛШұИҪПёҙФУЈ¬ФЪұЈЦӨТФЙПТӘЗуөДМхјюПВЈ¬»№ТӘҝјВЗөҪЦШБҰУ°ПмЈ¬әёјюјУИИәуЈ¬ҪУН·ТтЕтХНЛЙіЪЈ¬ЗҘБП»бЧФИ»іцПЦПтПВБч¶ҜөДЗчКЖЈ¬ЛщТФұШРлЧўТвјРҫЯј°әёјюөДјРіЦј°·ЕЦГРОКҪЈ»јРҫЯҪб№№ТӘҫЎҝЙДЬјтөҘЈ¬ЗҘәёКЗТ»ёц·вұХҪшРРөД№эіМЈ¬ҫЯМе№эіМІ»ҝЙјыЈ¬јРҫЯФҪјтөҘЈ¬І»ҝЙФӨјыөДОКМвФҪЙЩЈ¬ХвСщјРҫЯҝЙҝҝРФёЯЈ¬ҝЙІЩЧчРФЗҝЎЈЧЬЦ®Ј¬ЗҘәёјРҫЯЙијЖУҰЦШөгұЈЦӨТФПВјёёц·ҪГжЈәұЈЦӨЗҘәёјюҪУН·јдП¶Ј¬¶ФУЪВБј°ВБәПҪрөДЧйЧ°јюЈ¬ҪУН·ДЪУР0Ј®05Ў«0Ј®10 mmөДјдП¶Ј¬ҙЛКұЗҘБПБч¶ҜРФЧоәГЈ»ЦШКУјРҫЯУлЧйәёјюФЪЗҘәёОВ¶ИКұөДЕтХНәНКХЛхЈ¬ҝјВЗЕтХНПөКэөДЗшұрЈ¬ұЈЦӨБгјюПа»ҘРӯөчЈ»јРҫЯ¶ФБгјюЗҘәё№эіМөДУ°ПмЧоРЎЈ¬ұЈЦӨІ»У°ПмЗҘәёЗшөДИИҙ«өјЈ¬І»·Б°ӯЗҘБПөДБч¶ҜЎЈВБәПҪрХжҝХЗҘәёёщҫЭВБәПҪрЗҘәёЧйјюҪб№№әНәё·мРОКҪј°РОО»№«ІоөИ, ЙијЖПаУҰөД№ӨЧ°јРҫЯЎЈ
(1) ХжҝХЗҘәёөДЙэҪөОВУҰІЙУГҫЎБҝҙуөДЙэОВәНҪөОВЛЩВКЎЈ
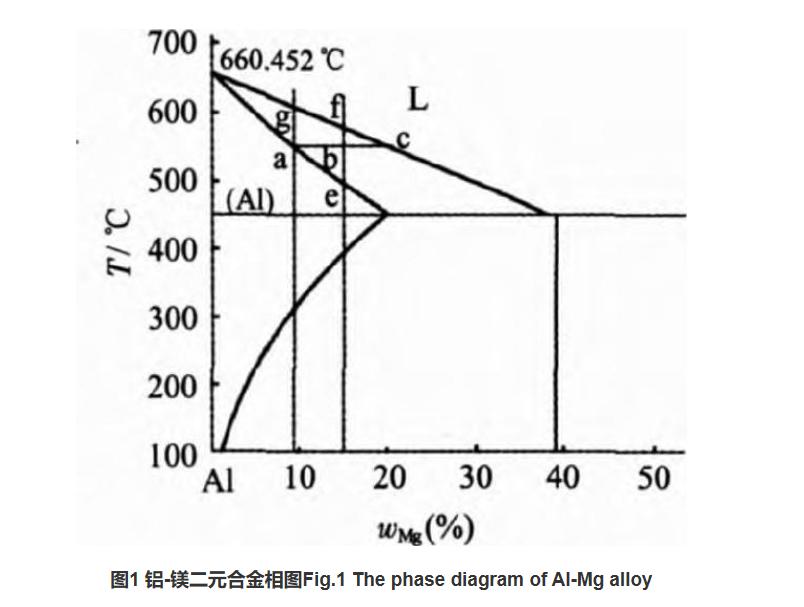
Нј1КЗВБ-Гҫ¶юФӘәПҪрПаНјөДҫЦІҝЎЈ
ТФ15%ГҫөДәПҪрОӘАэ, ИфЙэОВЛЩВКЧг№»ҝм, ЗҘБПҝӘКјИЫ»ҜОВ¶ИКЗeөг, ИЫ»ҜЦХБЛКЗfөгЎЈИз№ыЙэОВЛЩВКЧг№»өН, ёщҫЭ¶юФӘПаНјөДёЬёЛ¶ЁВЙ, ФЪbөгөДөИОВНЈБфКұјдҪПіӨКұ, ҫН»бІъЙъcөгіЙ·ЦөДТәПаәНaөгіЙ·ЦөД№МПа, ¶шaөгіЙ·Ц№МПаөДТәПаПЯөгјҙИЫ»ҜЦХБЛОВ¶ИЙэёЯЦБgөгЎЈХжҝХЗҘәёКұЙэҪөОВЛЩВКөН, ҙжФЪИэёц·ҪГжөДОКМв:Т»КЗ»бЙэёЯЗҘБПөДИЫ»ҜЦХБЛОВ¶И, өјЦВІҝ·ЦЗҘБПІ»ИЫ, ЙхЦБДёІД·ўЙъИЬКҙКұЗҘБПТІІ»И«ИЫ;¶юКЗПИЗ°ИЫ»ҜөДөНИЫөгТәПаУлДёІДЧчУГІъЙъИЬКҙ;ИэКЗёЯХфЖшС№ФӘЛШГҫЎўойөИөД»У·ўІъЙъВюБч, МбёЯБЛЗҘБПИЫ»ҜЦХБЛОВ¶ИЎЈ·ЦұрІъЙъЗҘБПВюБчЎўІҝ·ЦІ»ИЫЎўДёІДИЬКҙЎЈ
2ХжҝХЗҘәёөДұЈОВКұјдФЪұЈЦӨЗҘәё·мЗҝ¶ИөДЗ°МбПВ, ұЈОВКұјдТӘ¶МЎЈ
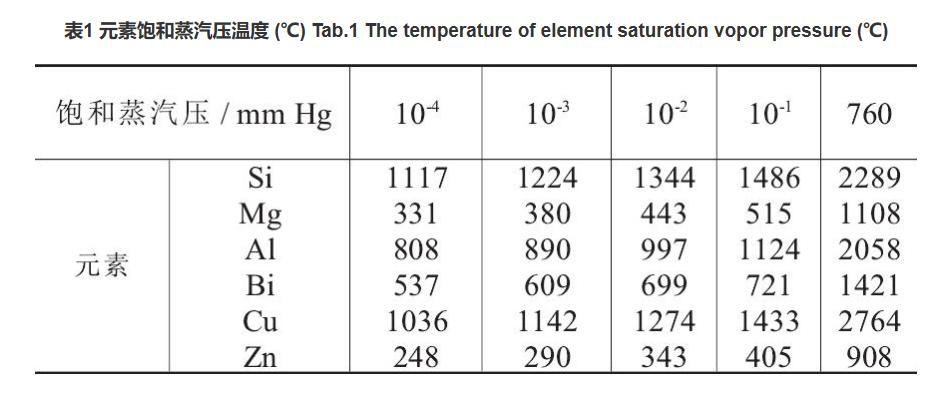
ұн1КЗГҫ-№иПөЗҘБПәПҪрј°ФУЦКФӘЛШөДұҘәНХфЖыС№ОВ¶ИЎЈРҝ405ЎжЎўГҫ515ЎжөДХфЖыС№КЗ10-1 mm Hg, ой609ЎжөДХфЖыС№КЗ10-3mm HgЎЈФЪЗҘБПИЫ»ҜОВ¶И550~585Ўж·¶О§ДЪИэёцФӘЛШөДХфЖыС№ҫщёЯУЪЗҘәёКұөД»·ҫіС№Зҝ (ЎЬ5ЎБ10-3MPa) ЎЈөұЗҘБПҝӘКјИЫ»Ҝәу,Іҝ·ЦРҝЎўГҫЎўойХф·ўТЭіц, Сёјҙұ»ійЖшПөНіійіц, Б¬РшХф·ўТЭіц, іЦРшЖЖ»өБЛТәМ¬ЗҘБПөДХЕБҰ, ёДЙЖБЛЗҘБП¶ФДёІДөДИуКӘРФДЬ, ұЈОВКұјдФҪіӨ, ҪөөНЗҘБПұнГжХЕБҰөДЧчУГФҪЗҝ, ЗҘБПөДИуКӘРФДЬФҪәГ, ЦұЦБІъЙъЗҘБПВюБчЎЈ
3ЗҘәё№ӨЧ°өДЧчУГЗҘәё№ӨЧ°°СЗҘәёЧйјюәНЗҘБП№М¶ЁФЪТ»Жр, К№ЧйјюБ¬ҪУҙҰРОіЙККөұөДјдП¶, ЗҘБПИЫ»ҜәуГ«ПёОьёҪФЪјдП¶ДЪРОіЙЗҘәё·м, ІўФЪЗҘәё№эіМЦРұЈіЦЧйјюПа¶ФО»ЦГІ»ұд, ұЈЦӨЖдіЯҙ繫ІоЎЈ¶ФУЪВБәПҪрБгјюөДХжҝХЗҘәё, ВБОьКХ·шЙдИИР§ВКөН, №ӨЧ°»№РиіРөЈҪУКЬИИ·шЙд¶шјУИИВБјюөД№ҰР§ЎЈ
№ӨЧ°јРҫЯЙијЖІ»өұІъЙъөДЗҘәёИұПЭ
№ӨЧ°јРҫЯЙијЖІ»өұіцПЦөДЗҘәёИұПЭУР:БгјюұдРОЎўВюБчЎўВ©әёЎўЗҘБПІ»И«ИЫЎўИЬКҙЎў№ӨЧ°ВЭЛЁҝЁЛАөИЎЈБгјюұдРОКЗЖдіЯҙзәНРОЧҙІ»ВъЧгНјЦҪТӘЗуЎЈВюБчКЗЗҘәёКұЗҘБПБч№эҪУН·ҙҰФЪДёІДЙПРОіЙөДұЎөДёІёЗІгЎЈВ©әёҫНКЗЗҘБПБчК§, ЗҘәёјюБӘҪб·мП¶ДЪГ»УРЗҘБП¶шРОіЙөДОҙәёәПөД·мП¶ЎЈЗҘБПІ»И«ИЫҫНКЗЗҘБПІҝ·ЦГ»УРИЫ»Ҝ, ТАИ»ұЈіЦФӯРОЧҙЎЈИЬКҙКЗДёІДұнГжұ»ИЫ»ҜөДЗҘБПИЬҪв¶шРОіЙөД°јПЭЎЈ№ӨЧ°ВЭЛЁҝЁЛАКЗЦёЗҘәёәуВЭЛЁІрР¶І»ПВАҙ,СПЦШКұЙхЦБЕЎ¶П, ВЭЛЁТІІ»ЛЙ¶ҜЎЈҪвҫц·Ҫ·ЁЈәЙијЖІЙУГҙЦСАВЭЛЁЈ¬јУ№ӨКұВЭЛЁТФәуҝЙҪшРРХжҝХөӘ»Ҝ»т·ўәЪЙ«ҙҰАнЎЈФЪПЦіЎІр№ӨЧ°ВЭЛЁИз·ўПЦ№ӨЧ°ВЭЛЁҝЁЛАҝЙТФУГГвПҙ»У·ўУНИу»¬ПВЈ¬»тФЪВЭОЖҙҰНҝёІКҜД«·ЫЎЈІрР¶КұУГЖш¶Ҝ°вКЦЙФОўХс¶ҜПВЎЈ
ПЦ¶ФХвР©ИұПЭІъЙъөДФӯТтЧчИзПВОц:
(1) БгјюұдРО:ВБөДЕтХНПөКэФјКЗёЦМъөДБҪұ¶, ¶юХЯЕтХНұдРОІ»Рӯөч, өјЦВБгјю№М¶ЁІҝО»КЬС№БфПВС№әЫЎЈБгјюРОО»іЯҙзұдРОөД»ъАнКЗЗҘәё№ӨЧ°ИИёХ¶ИІ»Чг, ИИУҰБҰәНЦШБҰТэЖрЧйјюЛЙ¶ҜҙнО», ЗҘәё·мП¶ұдҙу, ХвНщНщ°йЛжЧЕВ©әё, ө«І»»бІъЙъ№ӨЧ°С№әЫЎЈ№ӨЧ°С№Ж¬ИИөҜРФІ»Чг, ЗҘәёЧйјюЧ°ЕдЛшҪфБҰМ«ҙу, ФЪјУИИКұі¬№эБЛІДБПөДЗь·юЗҝ¶И¶шК№ЗҘәёјюұдРО, ІўУР№ӨЧ°С№әЫҙжФЪЎЈБнНв, ЗҘәёЧйјюІДБПІРУаДЪУҰБҰ№эҙуЎўЙэҪөОВЛЩВК№эҙуЎўЧйјюЧ°ЕдС№ҪфБҰМ«ҙуКұ, ТІ»бК№ЗҘәёБгјюұдРО, ө«ХвЦЦұдРОҝЙТФНЁ№эФцјУЗҘәёЧйЧ°З°өДИҘУҰБҰИИҙҰАн»тІЙУГФЪ550ЎжТФПВ»әВэЙэОВЎўҪөөНЙэҪөОВЛЩВКЎўјхЗбЧйјюЧ°ЕдКұС№ҪфБҰөИҙлК©АҙҝЛ·ю, ¶ш№ӨЧ°јРҫЯЙијЖІ»өұТэЖрөДұдРОФтІ»ДЬУГҙЛҙлК©ПыіэЎЈ
(2) ВюБчКЗУЙУЪ№ӨЧ°өДИИИЭБҝ№эҙу, ЦВК№ЗҘәёјюЙэҪөОВЛЩВКРЎ, ЗҘБПФЪ№М-ТәПаПЯОВ¶ИЗшјдНЈБфКұјд№эіӨ, ЗҘБПЦРҙуХфЖыС№ЧйФӘ»У·ў№э¶а, ЖЖ»өБЛТәМ¬ЗҘБПұнГжХЕБҰ, К№ЗҘБПИуКӘРФДЬМ«әГ¶шөјЦВВюБчЎЈМбёЯЗҘәёјУИИ№ҰВКІ»ДЬПыіэ№ӨЧ°ИИИЭБҝ№эҙуөјЦВөДВюБчЎЈ
№ӨЧ°ЙијЖРиТӘЧўТвКВПо
1 ХжҝХЗҘәё№ӨЧ°ёХ¶ИІ»ЧгТэЖрБгЧйјюЛЙ¶Ҝ¶шК№ЗҘәё·мП¶ұдҙу, өјЦВЗҘБПБчК§;»т№ӨЧ°өДИИИЭБҝ№эҙу,јхЙЩ№ӨЧ°өДИИИЭБҝЧојтөҘөД·Ҫ·ЁҫНКЗФЪ№ӨЧ°ЙПҙтҝЧ»тХЯФЪҪУҙҘІъЖ·өДөШ·ҪІЙУГпОҝХ·ҪКҪЎЈИГҪУҙҘІъЖ·өД№ӨЧ°іЙЈәНтАпіӨіЗөДРОЧҙЎЈУЙТФЗ°өДПЯҪУҙҘұдіЙУРјдёфөДҪУҙҘЎЈЗҘБПФЪТәМ¬НЈБфКұјдМ«іӨ, ЗҘБПЦРҙуХфЖыС№ЧйФӘіЦРш»У·ўөјЦВЗҘБПБчК§, ¶юХЯ¶јІъЙъВ©әёЎЈЖдЛьФӯТтИзЗҘјБ№эБҝТІ»бІъЙъВ©әёЎЈ
2 ЗҘБПІ»И«ИЫ№ӨЧ°өДИИИЭБҝ№эҙу, јУИИКұЗҘБПФЪ№М-ТәПаПЯОВ¶ИЗшјдНЈБфКұјд№эіӨ, РОіЙБЛТә-№МЖҪәвПа,ФЪХжҝХ»·ҫіЦРЗҘБПөНИЫөгТәПа, өјЦВ№МПаіЙ·ЦөДИЫөгЙэёЯ¶шІ»ИЬЎЈ№ӨЧ°өДИИИЭБҝ№эҙуКұ, МбёЯјУИИ№ҰВК, ЗҘәёјюЦНәу»·ҫіөДОВ¶ИІо»бјУҙу, ЗҘәёјюөДЙэҪөОВЛЩВКМбёЯУРПЮ, ВюБчЎўВ©әёЎўЗҘБПІ»И«ИЫөИИұПЭІ»ДЬПыіэЎЈДёІДИЬКҙ№ӨЧ°өДИИИЭБҝ№эҙу, ФЪЗҘБПөД№М-ТәПаПЯОВ¶ИЗшјдјУИИ»тАдИҙКұјд№эіӨ, ЗҘБПЦРДіР©Чй·Ц№э¶аөШЙшИлДёІДҪөөНБЛЖдИЫөг, ІъЙъИЬКҙИұПЭЎЈДёІДИЬКҙіЈіЈФЪМбёЯЗҘәёОВ¶И, Е¬БҰПыіэЗҘБПІ»И«ИЫИұПЭКұіцПЦЎЈ
3№ӨЧ°ВЭЛЁҝЁЛАФЪХжҝХ»·ҫіПВЗҘБПөНИЫөгәНХфЖыС№ҙуөДЧй·ЦәНЗҘјБ»У·ўСПЦШ, ВЭЛЁСАУлВЭДёҝЫјдәНҝЧЦбјдП¶ДЪРОіЙГ«Пё·мП¶, ОьёҪЗҘБП»тЗҘјБХфЖыДэ№МәуРОіЙБӘҪбЎЈ
4ВБәПҪрХжҝХЗҘәё№ӨЧ°јРҫЯТӘҫЎБҝөШЦКЗбЎўИИИЭБҝРЎЎўёХ¶ИёЯЎўОьИИөјИИРФәГЎўИИөҜРФәГЎЈ
5ВБәПҪрХжҝХЗҘәёРиТӘҝмЛЩЙэҪөОВ, ХжҝХЗҘәёҝҝ·шЙдјУИИ, ВБҪУКХИИ·шЙдөДР§ВКөН, №ӨјюОВ¶ИЦНәуВҜЧУОВ¶ИөДҙуРЎКЬ№ӨЧ°ІДБПөД·шЙдИИ·ҙЙдВКЎўөјИИРФј°ұИИИИЭөДУ°ПмҪПҙу, УҰСЎУГөјИИРФәГЎўұИИИИЭРЎЎўГЬ¶ИРЎөДІДБПЎЈёхДшМъәПҪрЎўДшёЯОВәПҪрөИФЪ600ЎжИФҫЯУРөҜРФ, КЗЗҘәё№ӨЧ°јРҫЯөДАнПлІДБПЎЈ°ВКПМеІ»РвёЦФЪЗҘәёОВ¶ИИФУРЧг№»өДЗҝ¶И, ҝЙТФЧчҝтјЬҪб№№ІҝјюәНөҜ»ЙС№Ж¬, КЗҪПұгТЛөД№ӨЧ°ІДБПЎЈоСәПҪрИИЗҝ¶ИёЯ, ө«өјИИРФІо,І»ТЧЧч№ӨЧ°ІДБПЎЈКҜД«өДөјИИПөКэЎўұИИИИЭҪУҪь1Cr18Ni9TiёЦ, ПЯЕтХНПөКэКЗ1Cr18Ni9TiёЦөДЛД·ЦЦ®Т», КҜД«ГЬ¶И2.26kg/m3, өҘО»Ме»эөДИИИЭБҝРЎ;КҜД«КЗәЪЙ«, ТЧОьКХ·шЙдИИ, УРАыУЪ№ӨјюөДҝмЛЩЙэОВЎЈКҜД«ҝЙЧчОӘЖҪГж¶ИТӘЗуёЯөДЗҘәёЧйјюөДөЧ°еәНС№°еЎЈҪПҙуРНөДҫ«ГЬБгјю, ІЙУГ0Cr181Ni9әНКҜД«ЧйәП№ӨЧ°Р§№ыҪПәГЎЈ
6№ӨЧ°өДёХ¶ИФЪЗҘәёОВ¶ИПВ, №ӨЧ°јРҫЯУҰУРЧг№»өДёХ¶И, іРКЬТ»¶ЁөДјРҪфБҰКұІ»ДЬұдРО, ЗҘәёјюөДЦШБҝ»бТэЖрұдРО, УлЖдҪУҙҘөДөЧ°жөДЖҪГж¶ИҫНКЗЗҘәёәуБгјюөДЖҪГж¶ИЎЈКҜД«өЧ°жәНС№°еөДәс¶ИУҰЎЭ10mm, ·сФтЗҘәёОВ¶ИПВТЧХЫ¶ПЎЈ№ӨЧ°јРҫЯУҰДЬұЈЦӨЗҘәёЧйјюјдөД·мП¶ұЈіЦФЪЧоРЎөДіЯҙз, ТФұг·мП¶Г«ПёОьёҪЧЎИЫ»ҜөДЗҘБПЎЈ№ӨЧ°јРҫЯёХ¶ИІ»Чг, ФЪЗҘәёОВ¶ИПВјРҪфБҰЛЙіЫ, ЗҘәёЧйјюјдөД·мП¶Фцҙу, ЗҘБПИЫ»ҜәуІ»ДЬұ»ОьёҪҪш·мП¶»т·мП¶ұЈіЦІ»ЧЎЗҘБП, ҫНРОІ»іЙәё·мЎЈ
7№ӨЧ°өДИИөҜРФ№ӨЧ°УлВБЗҘәёјюөДЕтХНПөКэІ»Т»Сщ, ЙэҪөОВ№эіМЦР»бІъЙъПа¶ФұдРО, №ӨЧ°УҰНЁ№эјёЧЦРОөҜ»ЙС№Ж¬УлЗҘәёЧйјюС№°еҪУҙҘЎЈФЪҪУҪьИЫөгКұВБәПҪрөДЗҝ¶ИәЬөН, өҜ»ЙС№Ж¬өДИИөҜРФМ«ҙу, ЗҘәёјюЧйЧ°КұәПККЧ°јРБҰөДҙуРЎДСТФ°СОХ, јУИИКұөҜ»ЙС№Ж¬І»ДЬУРР§өШКН·Е№эҙуөДЧ°јРБҰ, »бБфПВС№ҝУЎЈөҜ»ЙС№Ж¬ИИөҜРФІ»Чг,ФЪјУИИКұБгјюөДЧФЦШБҰ»т№ӨјюУл№ӨЧ°өДПа¶ФИИұдРО»бФцҙуЗҘәё·мП¶, өјЦВВ©әёЎЈКөСйұнГч1Cr18Ni9TiёЦөДөҜ»ЙС№Ж¬0.6~1mmәсҪПәПККЎЈ
8№ӨЧ°өДИИИЭБҝ№ӨЧ°өДИИИЭБҝҙу, ЙэОВЛЩВКөН, ФЪХжҝХ»·ҫіЦРЗҘБПөНИЫөгіЙ·Ц»У·ўҝм, өјЦВУаПВЧйФӘИЫөгЙэёЯ¶шІ»ИЬ, Н¬КұРОіЙВюБчЎЈН¬Сщ, №эВэөДАдИҙ, »бІъЙъВюБчЎўВ©әёЎўИЬКҙөИИұПЭЎЈ№ӨЧ°јРҫЯФЪұЈЦӨЧг№»ёХ¶ИөДЗ°МбПВ, УҰҫЎБҝөДјтөҘЎўЦКЗб, »тпОҝХјхЦШ, јхЙЩ№ӨЧ°өДИИИЭБҝЧојтөҘөД·Ҫ·ЁҫНКЗФЪ№ӨЧ°ЙПҙтҝЧ»тХЯФЪҪУҙҘІъЖ·өДөШ·ҪІЙУГпОҝХ·ҪКҪЎЈИГҪУҙҘІъЖ·өД№ӨЧ°іЙЈәНтАпіӨіЗөДРОЧҙЎЈУЙТФЗ°өДПЯҪУҙҘұдіЙУРјдёфөДҪУҙҘЎЈИГЖдИИИЭБҝУҰҫЎБҝөДРЎ, ҝЙТФУГЦКБҝЗбөДКҜД«Іҝ·ЦИЎҙъІ»РвёЦЧчіД°еС№°е, јИҝЙұЈЦӨ№ӨЧ°өДИИёЦ¶И, ТІҝЙјхЙЩЖдИИИЭБҝЎЈФЪіӨ600mmЎўәс0.8mmөДДіҫ«ГЬұЎұЪБгјюөДЗҘәё№Ҙ№ШЦР, ПИЗ°өДЗҘәё№ӨЧ°ҪПЦШЎЈГҝВҜЦ»Ч°1јю, ФЪЗҘәёЦРТІЧЬКЗУРЗҘБПІ»И«ИЫЎўЗҘБПВюБчөИИұПЭ, РОІ»іЙәё·мЎЈЛдҫӯІ»¶ПМбёЯЗҘәёОВ¶И, ЙхЦБУЪҪУҪьДёІДөД№МПаПЯ, јҙК№іцПЦБЛИЬКҙ, ЗҘБПТІГ»УРНкИ«ИЫ»ҜЎЈІЙУГ·ЦҪЧ¶ОЙэОВ, ФЪ500ЎжәуҝмЛЩЙэОВ, ө«ЗҘәёјюОВ¶ИЦНәуВҜОВ50 minТФЙП, ЗТЙэОВ»әВэ, Н¬СщіцПЦЗҘБПІ»И«ИЫЎЈІЙИЎпОҝХ№ӨЧ°јхЦШЎўПчјх№ӨЧ°әс¶ИЎўФцјУКҜД«°еТФұЈЦӨ№ӨЧ°өДИИёХ¶ИөИҙлК©әу, ФтЗҘәёР§№ыБјәГЎЈ
9№ӨЧ°ИИ·ҙЙдРФЎўөјИИРФВБөДИИ·ҙЙдВКёЯ, МШұрКЗіЯҙзТӘЛШ¶аөДёҙФУҫ«ГЬЗҘәёјю, №ӨЧ°јёәх°ьО§ЧЎБЛЗҘәёјю, ЗҘәёјюөДЙэОВЦчТӘҝҝ№ӨЧ°ҪУКЬөД·шЙдИИЎЈИф№ӨЧ°өД·ҙЙдВКёЯ, өјИИРФІо, №ӨјюЙэҪөОВЛЩВКҫНөН, ЗҘБПІ»ИЫЎўВюБчЎўВ©әёЎўИЬКҙөИИұПЭІ»ТЧұЬГвЎЈіэСЎУГөјИИРФәГөДІДБПНв, ҝЙІҝ·ЦёДУГКҜД«»т°С№ӨЧ°·ўәЪҙҰАнЎўСх»ҜҙҰАнЎЈЗҘБПТЧКӘИу№ӨЧ°, №ӨЧ°ұнГжөДСх»ҜёхЎўСх»ҜМъДӨ, ТІДЬҙуҙуҪөөНЗҘБП¶Ф№ӨЧ°өДИуКӘРФЎЈ
10№ӨЧ°ВЭОЖ»У·ўөДЗҘБПәНЗҘјБ, Г«ПёОьёҪФЪВЭОЖСАәНВЭДёВЭЛЁБӘҪбҙҰ, №ӨЧ°ІрР¶А§ДСЎЈК№УГҙЦСАВЭОЖҝЙјхЙЩОьёҪ, »тФЪВЭОЖҙҰНҝёІКҜД«·Ы, ҝ№ОьёҪР§№ыёьәГ, №ӨЧ°ІрР¶КұПИУГГ«ЛўЛўөфКҜД«·ЫЎЈ№ӨЧ°јРҫЯөДҝЧЦбјдП¶УҰҫЎБҝҙуР©, УҰСЎФсІ»Н¬ЕЖәЕөДІДБП, Н¬ЦЦЕЖәЕ»тіЙ·ЦМ«ҪУҪь, ТЧ·ўЙъ»ҘПаА©Йў¶шөјЦВІрР¶А§ДСЎЈ
11№ӨЧ°К№УГЗ°өДҙҰАн№ӨЧ°јРҫЯФЪөЪТ»ҙОК№УГЗ°»№УҰФЪХжҝХЗҘәёВҜЦРјУИИҙҰАнТ»ҙО, ОВ¶ИВФёЯУЪЗҘәёОВ¶И, ТФЗеіэөфәЪЙ«Сх»ҜҙҰАнКұҙшИлөДТЧ»У·ўіЙ·Ц, ·АЦ№¶ФЗҘәёБгјюөДОЫИҫЎЈ

ХжҝХЗҘәё№ӨЧ°јРҫЯЙијЖ№ШјьТӘөг
ЖХНЁ3003ІДБПХжҝХЗҘәёЧоёЯОВ¶ИТ»°гФЪ605-620ЎгCПВЈ¬ВЭГұәНВЭёЛөДІДБПСЎФсРиҝјВЗёЯОВЗҝ¶ИәНҝ№ИдұдРФЈ¬СРҫҝұнГч310І»РвёЦәН304І»РвёЦөДЧйәПҝЙВъЧгРиЗуЈ¬ө«іӨЖЪК№УГРиЧўТв304өДРФДЬПВҪөЎЈ
ВЭГұК№УГ310І»РвёЦёьККәПЈ¬ТтЖдДНёЯОВРФДЬУЕУЪ304Ј»ВЭёЛК№УГ304І»РвёЦҝЙ¶МЖЪК№УГЈ¬ө«Ри¶ЁЖЪјмІйЎЈПлҪЪФјіЙұҫҝЙТФУГ304ВЭЛҝёЛәН201ВЭДёЎЈ
ИИЕтХНІоТмҝЙДЬУ°ПмҪф№МР§№ыЈ¬ҪЁТйЙијЖКұөчХы№«ІоТФККУҰЕтХНІоТмЎЈ
РиТӘЧўТвөДПёҪЪКЗ:310І»РвёЦөДИИЕтХНПөКэЈЁ15.9 ЎБ 10⁻⁶/ЎгCЈ©өНУЪ304І»РвёЦЈЁ17.2-17.8 ЎБ 10⁻⁶/ЎгCЈ©Ј¬ҝЙДЬөјЦВёЯОВПВВЭГұәНВЭёЛөДЕдәПВФҪфЎЈ
ХжҝХЗҘәё№ӨЧ°јРҫЯІДБПСЎФс·ЦОц
ВЭГұәНВЭёЛөДРФДЬ
ВЭГұЈЁ310І»РвёЦЈ©Јә
310І»РвёЦә¬УРФј25%өДёхәН20%өДДшЈ¬ҫЯУРУЕТмөДДНёЯОВРФДЬЎЈФЪ620ЎгCПВЈ¬ВЭГұДЬұЈіЦБјәГөДҝ№Сх»ҜРФәНЗҝ¶ИЈ¬СУіӨК№УГКЩГьЎЈАӯЙмЗҝ¶ИФј275 MPaЈ¬Зь·юЗҝ¶ИФј100 MPaЈ¬ҝ№ИдұдРФУЕУЪ304Ј¬ККәПіӨЖЪёЯОВ»·ҫіЎЈ
ВЭёЛЈЁ304І»РвёЦЈ©Јә
304І»РвёЦФЪёЯОВПВөДРФДЬІ»Из310Ј¬ө«ФЪ620ЎгCПВҝЙ¶МЖЪК№УГЈ¬АӯЙмЗҝ¶ИФј240 MPaЈ¬Зь·юЗҝ¶ИФј80 MPaЎЈҝ№ИдұдРФҪПІоЈ¬іӨЖЪК№УГҝЙДЬөјЦВЗҝ¶ИПВҪөЈ¬Ри¶ЁЖЪјмІйәНО¬»ӨЎЈ
ИИЕтХНІоТм
310І»РвёЦөДИИЕтХНПөКэФјОӘ15.9 ЎБ 10⁻⁶/ЎгCЈ¬304І»РвёЦОӘ17.2-17.8 ЎБ 10⁻⁶/ЎгCЎЈОВ¶ИЙэёЯЦБ620ЎгCКұЈЁјЩЙиҙУ20ЎгCҝӘКјЈ¬ОВІо600ЎгCЈ©Ј¬ГҝГЧіӨ¶ИөДЕтХНІоТмФјОӘ0.78-1.14әБГЧЎЈХвҝЙДЬөјЦВёЯОВПВВЭГұЕтХНҪПЙЩЈ¬ВЭёЛЕтХНҪП¶аЈ¬ФцјУЛЙ¶ҜөД·зПХЎЈ
іЙұҫУлККУГРФ
·Ҫ°ё1ЈЁВЭГұ310Ј¬ВЭёЛ304Ј©ФЪіЙұҫәНРФДЬјдИЎөГЖҪәвЎЈ310ВЭГұИ·ұЈ№ШјьІҝјюөДДНУГРФЈ¬304ВЭёЛҪөөНХыМеіЙұҫЈ¬ө«РиЧўТв304ФЪёЯОВПВөДҫЦПЮРФЎЈ
ҪЁТйУлЧўТвКВПо
НЖјц·Ҫ°ёЈәВЭГұК№УГ310І»РвёЦЈ¬ВЭёЛК№УГ304І»РвёЦЈ¬ЧЫәПҝјВЗёЯОВРФДЬәНіЙұҫЎЈ
ЙијЖҪЁТйЈәОӘУҰ¶ФИИЕтХНІоТмЈ¬ҪЁТйФЪЙијЖКұФцјУККөұөД№«ІоәНФӨҪфБҰЈ¬И·ұЈЧйјюФЪёЯОВПВөДХэіЈФЛЧчЎЈ
ЧўТвКВПоЈә¶ЁЖЪјмІй304ВЭёЛөДРФДЬЈ¬ұШТӘКұёь»»ОӘёьДНИИөДІДБПИз310І»РвёЦЈ¬ТФСУіӨК№УГКЩГь
ПкПёөчСРұЁёж
ТэСФ
ФЪ605-620ЎгCөДёЯОВ№ӨЧч»·ҫіПВЈ¬СЎФсәПККөДВЭГұәНВЭёЛІДБП¶ФУЪИ·ұЈХжҝХЗҘәё№ӨЧ°јРҫЯөДДНУГРФәНҝЙҝҝРФЦБ№ШЦШТӘЎЈёЯОВ»бөјЦВІДБПЗҝ¶ИПВҪөәНИИЕтХНІоТмЈ¬У°ПмҪф№МјюөДРФДЬЎЈұҫОД»щУЪМṩөДІДБПЈЁ201Ўў304Ўў310І»РвёЦЈ©·ЦОцБҪЦЦ·Ҫ°ёөДККУГРФЈ¬ІўМṩѡІДҪЁТйЈ¬ҝјВЗёЯОВРФДЬЎўИИЕтХНЖҘЕдәНіЙұҫТтЛШЎЈ
ІДБПРФДЬ·ЦОц
ТФПВКЗ¶ФёчәтСЎІДБПФЪ620ЎгCПВөД№ШјьРФДЬІОКэөД·ЦОцЈ¬°ьАЁАӯЙмЗҝ¶ИЎўЗь·юЗҝ¶ИЎўҝ№ИдұдРФЎўДНСх»ҜРФәНИИЕтХНПөКэЎЈКэҫЭАҙФҙУЪІДБПКэҫЭҝвәНРРТөұкЧјЈ¬Изwww.brazing.com.cnЎЈ
РФДЬЖА№А
ёЯОВЗҝ¶ИУлҝ№ИдұдРФ
өҜ»ЙёЦЈЁ55CrSiAЎў50CrVAЈ©ЈәФЪ620ЎгCПВЗҝ¶ИПВҪөГчПФЈЁФј300-450 MPaЈ©Ј¬ҝ№ИдұдРФІ»ЧгЈ¬ККәП¶МЖЪК№УГЎЈ
І»РвёЦЈЁ201Ўў301Ўў302Ўў304Ўў316Ј©Јә620ЎгCПВЗҝ¶ИөНЈЁ100-160 MPaЈ©Ј¬І»ККәПіӨЖЪёЯОВУҰУГЎЈ316ЙФУЕө«ИФІ»ЧгЎЈ
іБөнУІ»ҜІ»РвёЦЈЁ17-7PHЎў15-7MoЈ©ЈәЗҝ¶ИФј200-210 MPaЈ¬ёЯОВРФДЬУРПЮЈ¬І»НЖјцЎЈ
310І»РвёЦЈәЗҝ¶ИФј200-250 MPaЈ¬ҝ№ИдұдРФЦРөИЈ¬ККәПВЭГұ»тВЭёЛЎЈ
ёЯОВәПҪрЈЁGH4145ЎўGH4169ЎўInconel X-750ЎўInconel 718Ј©ЈәЗҝ¶ИёЯҙп900-1000 MPaЈ¬ҝ№ИдұдРФУЕТмЈ¬ККәПөҜ»ЙЎЈ
GH2132ЎўGH4090ЎўNimonic 90ЈәЗҝ¶И500-600 MPaЈ¬ККәПЦРёЯОВУҰУГЎЈ
ДНСх»ҜРФ
ФЪХжҝХ»·ҫіПВСх»ҜҪПЙЩЈ¬ө«310І»РвёЦЎўInconelПөБРәНSandvik 253MAҝ№Сх»ҜРФЗҝЈ¬ККәПјУИИАдИҙҪЧ¶ОЎЈ
өҜ»ЙРФДЬ
ёЯОВөҜ»ЙРиёЯөҜРФДЈБҝәНҝ№ЖЈАНРФЎЈInconel 718әНGH4169ФЪ620ЎгCПВұнПЦЧојСЈ¬55CrSiA¶МЖЪҝЙРРө«І»ДНҫГЎЈ
·Ҫ°ё·ЦОц
ВЭГұәНВЭёЛ
НЖјцЧйәПЈәВЭГұУГ310І»РвёЦЈ¬ВЭёЛУГ304І»РвёЦЎЈ
АнУЙЈә310ВЭГұДНёЯОВЈ¬304ВЭёЛіЙұҫөНЈ¬¶МЖЪҝЙРРЎЈ
ИИЕтХНІоТмЈә0.78-1.14 mm/ГЧЈ¬РиөчХы№«ІоЎЈ
ёЯОВөҜ»Й
КЧСЎЈәInconel 718»тGH4169Ј¬ҝ№АӯЗҝ¶ИФј1000 MPaЈ¬ҝ№ИдұдРФУЕЎЈ
ҙОСЎЈәInconel X-750ЈЁ900 MPaЈ©Ј¬310І»РвёЦЈЁ200-250 MPaЈ©ЎЈ
ҙОСЎЈәInconel X-750ЈЁ900 MPaЈ©Ј¬310І»РвёЦЈЁ200-250 MPaЈ©ЎЈ
НЖјцУлМЦВЫ
НЖјцЧйәПЈәВЭГұУГ310І»РвёЦЈ¬ВЭёЛУГ304І»РвёЦЈ¬өҜ»ЙУГInconel 718ЎЈ
ЧўТвКВПоЈә
304ВЭёЛРи¶ЁЖЪјмІйЈ¬ұШТӘКұЙэј¶ОӘ310І»РвёЦЎЈ
іхҙОәПЧчҪЁТйРЎЕъБҝКФЦЖЈ¬И·ұЈіЯҙзәНРФДЬЖҘ
201І»РвёЦ
»ҜС§іЙ·ЦЈәCr 16-18%Ј¬Ni 3.5-5.5%Ј¬Mn 5.5-7.5%ЎЈ
ёЯОВРФДЬЈә
АӯЙмЗҝ¶ИЈЁ600ЎгCЈ©ЈәФј250-300 MPa
Зь·юЗҝ¶ИЈЁ600ЎгCЈ©ЈәФј100 MPa
ҝ№ИдұдРФЈәҪПІоЈ¬ёЯОВПВИдұдПФЦшЈ¬620ЎгCПВІ»ККәПіӨЖЪК№УГЎЈ
ДНСх»ҜРФЈәҪПІоЈ¬ТЧФЪёЯОВПВСх»ҜЎЈ
ИИЕтХНПөКэЈЁ20-600ЎгCЈ©ЈәФј16-17 ЎБ10⁻⁶/ЎгCЎЈ
ККУГРФЈәІ»НЖјцУГУЪ620ЎгC»·ҫіЈ¬ТтЖдёЯОВЗҝ¶ИәНДНҫГРФІ»ЧгЎЈ
2.2 304І»РвёЦ
»ҜС§іЙ·ЦЈәCr 18-20%Ј¬Ni 8-10.5%ЎЈ
ёЯОВРФДЬЈә
АӯЙмЗҝ¶ИЈЁ600ЎгCЈ©ЈәФј345 MPaЈ¬650ЎгCПВҪөЦБФј240 MPaЎЈ
Зь·юЗҝ¶ИЈЁ600ЎгCЈ©ЈәФј80 MPaЎЈ
ҝ№ИдұдРФЈәҪПІоЈ¬500ЎгCТФЙПИдұдПФЦшЈ¬620ЎгCПВіӨЖЪК№УГ·зПХёЯЎЈ
ДНСх»ҜРФЈәЦРөИЈ¬ККәП¶МЖЪёЯОВЈ¬ө«Сх»ҜҝЙДЬјУҫзЎЈ
ИИЕтХНПөКэЈЁ20-600ЎгCЈ©Јә17.2-17.8 ЎБ10⁻⁶/ЎгCЈЁЖҪҫщФј18.4 ЎБ10⁻⁶/ЎгCЈ©ЎЈ
ККУГРФЈәҝЙ¶МЖЪК№УГЈ¬ө«І»НЖјціӨЖЪ620ЎгCёәәЙЈ¬Ри¶ЁЖЪјмІйЎЈ
2.3 310І»РвёЦ
»ҜС§іЙ·ЦЈәCr 24-26%Ј¬Ni 19-22%ЎЈ
ёЯОВРФДЬЈә
АӯЙмЗҝ¶ИЈЁ650ЎгCЈ©ЈәФј275 MPaЎЈ
Зь·юЗҝ¶ИЈЁ650ЎгCЈ©ЈәФј100 MPaЎЈ
ҝ№ИдұдРФЈәУЕУЪ304Ј¬ККәПёЯОВ»·ҫіЈ¬ө«І»ИзёьёЯәПҪрІДБПЎЈ
ДНСх»ҜРФЈәУЕТмЈ¬ёЯёхДшә¬БҝИ·ұЈҝ№Сх»ҜРФЎЈ
ИИЕтХНПөКэЈЁ20-600ЎгCЈ©ЈәФј15.9 ЎБ10⁻⁶/ЎгCЈЁКөјКІвБҝҝЙДЬВФёЯЈ©ЎЈ
ККУГРФЈәККәП620ЎгCіӨЖЪК№УГЈ¬РФДЬУЕУЪ304Ј¬НЖјцУГУЪ№ШјьІҝјюИзВЭГұЎЈ
·Ҫ°ё·ЦОц
·Ҫ°ё1ЈәВЭГұК№УГ310І»РвёЦЈ¬ВЭёЛК№УГ304І»РвёЦ
РФДЬ·ЦОцЈә
ВЭГұЈЁ310І»РвёЦЈ©ЈәФЪ620ЎгCПВұЈіЦБјәГҝ№Сх»ҜРФәНЗҝ¶ИЈ¬АӯЙмЗҝ¶ИФј275 MPaЈ¬ККәПіӨЖЪёЯОВ»·ҫіЎЈ
ВЭёЛЈЁ304І»РвёЦЈ©ЈәАӯЙмЗҝ¶ИФј240 MPaЈ¬ҝ№ИдұдРФҪПІоЈ¬¶МЖЪК№УГҝЙРРЈ¬ө«іӨЖЪҝЙДЬөјЦВЗҝ¶ИПВҪөЎЈ
ИИЕтХНІоТмЈә
310І»РвёЦИИЕтХНПөКэ15.9 ЎБ10⁻⁶/ЎгCЈ¬304І»РвёЦ17.2-17.8 ЎБ10⁻⁶/ЎгCЈ¬ОВІо600ЎгCПВГҝГЧЕтХНІоТм0.78-1.14әБГЧЎЈ
ІоТмҝЙДЬөјЦВёЯОВПВВЭГұЕтХНҪПЙЩЈ¬ВЭёЛЕтХНҪП¶аЈ¬ФцјУЛЙ¶ҜөД·зПХЎЈ
іЙұҫ·ЦОцЈә310І»РвёЦіЙұҫёЯУЪ304Ј¬ВЭГұЙэј¶ОӘ310ҝЙИ·ұЈ№ШјьІҝјюДНҫГРФЈ¬ВЭёЛК№УГ304ҪөөНХыМеіЙұҫЎЈ
ККУГРФЈәККәП¶МЖЪ»тЦРөИёәәЙУҰУГЈ¬Ри¶ЁЖЪјмІй304ВЭёЛРФДЬЎЈ
·Ҫ°ё2ЈәВЭёЛК№УГ310І»РвёЦЈ¬ВЭГұК№УГ304І»РвёЦ
РФДЬ·ЦОцЈә
ВЭёЛЈЁ310І»РвёЦЈ©ЈәМṩёЯОВЗҝ¶ИәНОИ¶ЁРФЈ¬ККәПіРКЬҪПҙуУҰБҰЎЈ
ВЭГұЈЁ304І»РвёЦЈ©ЈәФЪ620ЎгCПВРФДЬТ»°гЈ¬АӯЙмЗҝ¶ИФј240 MPaЈ¬ҝ№ИдұдРФІ»ЧгЈ¬ҝЙДЬВКПИК§Р§ЎЈ
ИИЕтХНІоТмЈә
304І»РвёЦЕтХНПөКэёЯУЪ310Ј¬ҝЙДЬөјЦВёЯОВПВВЭГұЕтХН№эҙуЈ¬ФцјУЛЙ¶ҜөД·зПХЎЈ
ККУГРФЈәІ»Из·Ҫ°ё1Ј¬304ВЭГұФЪёЯОВПВёьТЧБУ»ҜЈ¬ҪЁТйұЬГвЎЈ
НЖјцУлМЦВЫ
ЧЫәПҝјВЗёЯОВРФДЬЎўИИЕтХНЖҘЕдәНіЙұҫЈ¬**·Ҫ°ё1ЈЁВЭГұК№УГ310І»РвёЦЈ¬ВЭёЛК№УГ304І»РвёЦЈ©**КЗҪПУЕСЎФсЎЈ
АнУЙЈә
310ВЭГұИ·ұЈ№ШјьІҝјюөДДНУГРФЈ¬304ВЭёЛ¶МЖЪК№УГҝЙРРЈ¬іЙұҫҪПөНЎЈ
ИИЕтХНІоТмРиНЁ№эЙијЖУЕ»ҜҪвҫцЈ¬ИзФцјУ№«ІоәНФӨҪфБҰ
ЧўТвКВПоЈә
¶ЁЖЪјмІй304ВЭёЛөДРФДЬЈ¬ұШТӘКұёь»»ОӘ310І»РвёЦТФСУіӨК№УГКЩГьЎЈПлҪЪФјіЙұҫҝЙТФУГ304ВЭЛҝёЛәН201ВЭДёЎЈ
КөјКУҰУГЦР»№РиҝјВЗІДБПөДјУ№ӨРФДЬәН№©УҰЗйҝцЎЈ
ёЯОВөҜ»ЙРФДЬЖА№А
ёЯОВЗҝ¶ИУлҝ№ИдұдРФ
өҜ»ЙёЦЈЁ55CrSiAЎў50CrVAЈ©ЈәФЪ620ЎгCПВЗҝ¶ИПВҪөГчПФЈЁФј300-450 MPaЈ©Ј¬ҝ№ИдұдРФІ»ЧгЈ¬ККәП¶МЖЪК№УГЎЈ
І»РвёЦЈЁ201Ўў301Ўў302Ўў304Ўў316Ј©Јә620ЎгCПВЗҝ¶ИөНЈЁ100-160 MPaЈ©Ј¬І»ККәПіӨЖЪёЯОВУҰУГЎЈ316ЙФУЕө«ИФІ»ЧгЎЈ
іБөнУІ»ҜІ»РвёЦЈЁ17-7PHЎў15-7MoЈ©ЈәЗҝ¶ИФј200-210 MPaЈ¬ёЯОВРФДЬУРПЮЈ¬І»НЖјцЎЈ
310І»РвёЦЈәЗҝ¶ИФј200-250 MPaЈ¬ҝ№ИдұдРФЦРөИЈ¬ККәПВЭГұ»тВЭёЛЎЈ
ёЯОВәПҪрЈЁGH4145ЎўGH4169ЎўInconel X-750ЎўInconel 718Ј©ЈәЗҝ¶ИёЯҙп900-1000 MPaЈ¬ҝ№ИдұдРФУЕТмЈ¬ККәПөҜ»ЙЎЈ
GH2132ЎўGH4090ЎўNimonic 90ЈәЗҝ¶И500-600 MPaЈ¬ККәПЦРёЯОВУҰУГЎЈ
ДНСх»ҜРФ
ФЪХжҝХ»·ҫіПВСх»ҜҪПЙЩЈ¬ө«310І»РвёЦЎўInconelПөБРәНSandvik 253MAҝ№Сх»ҜРФЗҝЈ¬ККәПјУИИАдИҙҪЧ¶ОЎЈ
өҜ»ЙРФДЬ
ёЯОВөҜ»ЙРиёЯөҜРФДЈБҝәНҝ№ЖЈАНРФЎЈInconel 718әНGH4169ФЪ620ЎгCПВұнПЦЧојСЈ¬55CrSiA¶МЖЪҝЙРРө«І»ДНҫГЎЈ
·Ҫ°ё·ЦОц
ВЭГұәНВЭёЛ
НЖјцЧйәПЈәВЭГұУГ310І»РвёЦЈ¬ВЭёЛУГ304І»РвёЦЎЈ
АнУЙЈә310ВЭГұДНёЯОВЈ¬304ВЭёЛіЙұҫөНЈ¬¶МЖЪҝЙРРЎЈ
ИИЕтХНІоТмЈә0.78-1.14 mm/ГЧЈ¬РиөчХы№«ІоЎЈ
ёЯОВөҜ»Й
КЧСЎЈәInconel 718»тGH4169Ј¬ҝ№АӯЗҝ¶ИФј1000 MPaЈ¬ҝ№ИдұдРФУЕЎЈ
ҙОСЎЈәInconel X-750ЈЁ900 MPaЈ©Ј¬310І»РвёЦЈЁ200-250 MPaЈ©ЎЈ
ҙОСЎЈәInconel X-750ЈЁ900 MPaЈ©Ј¬310І»РвёЦЈЁ200-250 MPaЈ©ЎЈ
НЖјцУлМЦВЫ
НЖјцЧйәПЈәВЭГұУГ310І»РвёЦЈ¬ВЭёЛУГ304І»РвёЦЈ¬өҜ»ЙУГInconel 718ЎЈ
ЧўТвКВПоЈә
304ВЭёЛРи¶ЁЖЪјмІйЈ¬ұШТӘКұЙэј¶ОӘ310І»РвёЦЎЈ
іхҙОәПЧчҪЁТйРЎЕъБҝКФЦЖЈ¬И·ұЈіЯҙзәНРФДЬЖҘЕдЎЈ
ҪбВЫ
ФЪ620ЎгCПВЈ¬ВЭГұСЎ310І»РвёЦЈ¬ВЭёЛСЎ304І»РвёЦЈ¬өҜ»ЙСЎInconel 718ҝЙВъЧгРиЗуЎЈНЁ№эЙијЖУЕ»ҜИИЕтХНІоТмЈ¬И·ұЈҝЙҝҝРФЎЈ
ҪбВЫ
ФЪ620ЎгCПВЈ¬ВЭГұУЕПИСЎФс310І»РвёЦЈ¬ВЭёЛК№УГ304І»РвёЦҝЙВъЧг¶МЖЪРиЗуЈ¬ө«РиЧўТв304өДРФДЬҫЦПЮРФЎЈНЁ№эЙијЖёЯОВөҜ»ЙАҙөчХыИИЕтХНІоТмЈ¬ҝЙИ·ұЈЧйјюөДҝЙҝҝРФәНДНУГРФЎЈҪЁТйёщҫЭКөјКК№УГЦЬЖЪәНёәәЙЈ¬¶ЁЖЪО¬»Ө»тЙэј¶ІДБПТФУЕ»ҜРФДЬЎЈ
¶«ҝЎХжҝХЗҘәё№ӨЧчКТ
өШЦ·:ҪӯЛХКЎСпЦЭКРО¬СпВ·349әЕ
УКХюұаВлЈә225000
БӘПөИЛЈә ІМ¶«ҝЎ
SKYPE:jsyzcdj
БӘПөКЦ»ъЈә13905275926
QQЈә649200691
SKYPEЈәjsyzcdj@126.com
ХжҝХЗҘәё№ӨТХЦ§іЦE-mail:vacuum.brazing@gmail.com
Нш Ц·Јәhttp://www.brazing.com.cn
РВјУЖВБӘПөөШЦ·Јә10 Anson Road#05-17,Singpore 079903
Singpore 079903
БӘПөИЛЈә Feng Guo An
БӘПөөз»°:+65-6756 3629
КЦ»ъЈә+0065-6756 3629
ҙ« Хж: +0065-6754 8382
өзЧУУКјюЈәfengga@el.sg