真空钎焊炉温均匀性的测定
一、真空钎焊炉温度场形成的特点
真空钎焊炉的发热元件一般呈圆形布置。真空加热相对普通炉来说,其传热方式只有辐射,没有传导和对流;非真空加热时有传导、对流和辐射三种方式,其中对流、传导根据压力的不同又与普通炉( 常规压力) 同。压力小于1 ×105Pa ( 绝对压力,普通炉的近似工作压力) 时,其对流、传导作用小于普通炉; 压力接近工作真空度( 2Pa) 时,其对流、传导作用基本不存在,工件升温缓慢,特别是低于600 ℃ 以下加热时,加热更为缓慢,工件温度相对控温热电偶的温度有一定的滞后现象。
二、真空钎焊炉温度均匀性测量的原理
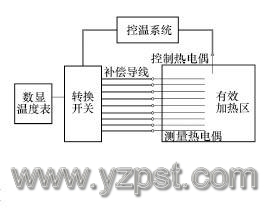
( 1) 真空钎焊炉温度均匀性的测定采取炉体控温系统控制加热温度,外加热电偶进行记录的测量方式。温度均匀性的测定仪器有热电偶转换开关,WRNK ―121 型3mm×3000mm 的测量热电偶,其测量范围为0 ~1300 ℃,日本岛电EP23数显温度表、补偿导线。测量原理图见下图1 。
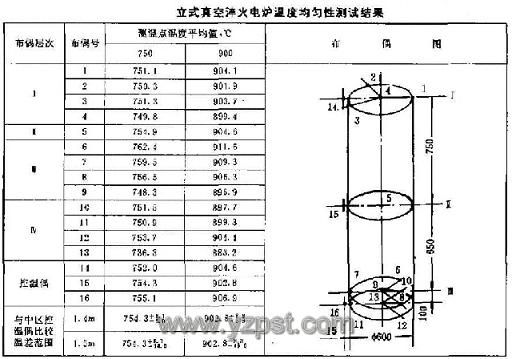
( 2) 根据KES78. 311. 1 标准有关要求,真空炉炉温的
测量采取有效加热区9 点测量的方式( 见下图2) 。
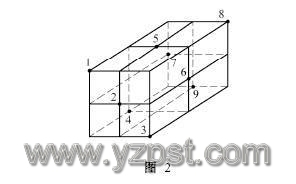
在700mm×700mm×1500mm 的有效工作空间内作9 点布置,任一个平面内均有3 个热电偶( 图2 中黑点为热电偶的固定位置) 。
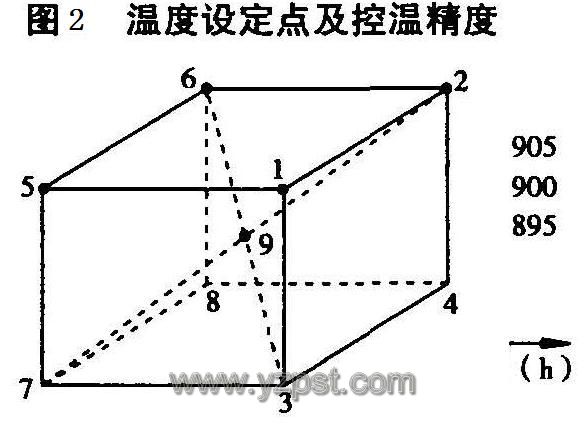
( 3) 在炉体的炉门端的一侧有一测温口。测量时拆下原盖板,安装上带有9 孔的测温法兰,测量热电偶通过法兰接入炉腔内并固定在支架上。安装测量热电偶时需加密封垫圈、橡胶垫圈及真空脂用压紧螺栓进行压紧密封,以防止漏气( 下图3) 。
三、真空钎焊炉温度均匀性的测量过程
1. 准备工作
将测量热电偶及控温热电偶按GB/ J351 ―1996 《中华人民共和国国家计量鉴定规程》中相关规定进行检测,检测合格方能进行炉温均匀性测定。自炉体拆下测温孔的盖板,将9 根经过检测合格的热电偶依次穿上密封垫圈、橡胶垫圈,自法兰孔中引入炉腔内,并依次按图1 位置固定在位于炉门口支撑架上,支撑架的尺寸为有效加热尺寸。将支撑架小心地移入炉腔内,放在炉床上,调整其位置,使之恰好与有效加热空间重合。固定测温法兰的热电偶孔,依次放入密封垫圈,橡胶垫圈上涂布真空脂,旋紧压紧螺栓,安装好法兰。
按操作规程手动先后启动真空机械泵、真空罗茨泵抽真空,直到工作真空度到达2 Pa 后,停机30 mi n ,观察真空计读数,看压升率是否在正常的0. 5Pa/ h 之内,正常则继续进行炉温均匀性的测量,不正常则重新调整旋紧螺栓,重新测定压升率,直到正常,才能继续进行炉温均匀性的测定。
2. 测定过程
根据真空钎焊工艺需求进行选定测量温度点为650 ℃、850 ℃和1000 ℃,在FP23 控温仪表上,设定升温曲线。在控制偶到设定温度120min 后,开始测定各支热电偶的值。每隔5min 读取1 次,连续3 次,如果各点温度在所要求温度的±5 ℃ 以内,则此温度点测量完毕,否则继续等温,直到温度均匀或时间到达3h ( 工艺设定的保温时间) 为止并记录各点的温度。调整FP23表,自650 ℃升温至850 ℃,保温120min,重复650 ℃温度点测量步骤。
同样自850 ℃升温到1100 ℃,保温120min,重复650 ℃温度点测量步骤。以上数据分别填入记录表中,完成测定后,按正常的空炉冷却步骤进行降温。
3. 恢复设备
打开炉门,拉出测量支架,拆开固定热电偶的铁丝,拆下法兰盘,安装好原盖板,按正常使用进行压升率测试,按操作规程手动先后启动真空机械泵、真空罗茨泵抽真空,直到工作真空度到达2Pa 后,停机30min,观察真空计读数,看压升率是否在正常的0. 5Pa/ h 之内,合格则继续,设备可以正常使用,否则继续重新安装原测温口盖板。从测温法兰盘中拆下测量热电偶,注意抽出时要小心取直,以防止折断、损坏热电偶。
四、真空钎焊炉温度均匀性测量的数据
1. 控制偶的记录数据
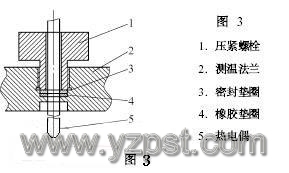
PID 调节控温系统中,控制热电偶与横河AX104 无纸记录仪连接,作实时记录,由FP23控温表输出指令,晶闸管加热电源开始加热的同时测量炉腔内的温度。加热过程完成后,取出记录仪中的存储块,插入取卡器中,读出数据,并在横河DATA Viewer 浏览器中查看数据,圆型记录形式见图4 。

可见其中的真空钎焊温度、真空度、冷却水温曲线及相应的开炉时间。
2. 测量热电偶的记录数据
某次真空钎焊650 ℃温度点测量数据,记录数据见附表。
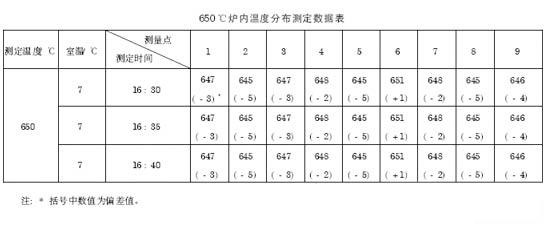
3. 数据分析
由表中数据可知,真空钎焊炉在650 ℃点温度均匀性都在±3 ℃范围内,达到真空钎焊炉的正常的温度均匀性的要求,因此判定在该温度点的温度均匀性是合格的。
五、结语
( 1) 真空钎焊炉的炉温均匀性的测量不同于普通炉,测量时需保证炉体的正常工作条件下的真空度及压升率,才能正确测定炉温。
( 2) 由于真空钎焊炉的传热方式与普通炉不同,实际测温过程表明控制热电偶的温度值在保温初期与有效加热区测量热电偶的温度值的差别较大。
( 3) 在真空工作状态中,有效加热区的温度偏差在正常保温时间内可以达到±5 ℃,满足工艺需要。
东俊真空钎焊工作室
地址:江苏省扬州市维扬路349号
邮政编码:225000
联系人: 蔡东俊
SKYPE:jsyzcdj
联系手机:13905275926
QQ:649200691
真空钎焊工艺支持E-mail:vacuum.brazing@gmail.com
网 址:http://www.brazing.com.cn
新加坡联系地址:10 Anson Road#05-17,Singpore 079903
Singpore 079903
联系人: Feng Guo An
联系电话:+65-6756 3629
手机:+0065-6756 3629
传 真: +0065-6754 8382
电子邮件:fengga@el.sg


