ецПеЧЅКИТЏЯрЙижЊЪЖ
ецПеЧЅКИТЏДгЛљБОНсЙЙЩЯЗжЮЊРфБкецПеТЏКЭШШБкецПеТЏЁЃШШБкецПеТЏНсЙЙМђЕЅЃЌЖргУгкЪдбщЃЌЙЄвЕЩЯВЩгУЕФДѓВПЗжОљЮЊРфБкецПеТЏЁЃ
РфБкецПеТЏАДееНсЙЙЁЂЙІФмЕШгжПЩвдЗжЮЊаэЖржжРрЁЃАДНсЙЙВМжУаЮЪНЗжЮЊСЂЪНЁЂЮдЪНЃЛАДецПеЪвЪ§СПЗжЮЊЕЅЪвЁЂЫЋЪвКЭШ§ЪвЃЛАДМгШШдЊМўВФСЯРраЭЗжЮЊН№ЪєМгШШЬхТЏЁЂЪЏФЋМгШШЬхТЏЕШЃЛАДРфШДЗНЪНЗжЮЊЮоПьРфЙІФмТЏЁЂЦјДуецПеТЏЁЂгЭДуецПеТЏЕШЁЃДЫЭтЃЌецПеТЏЛЙПЩвдАДЪЙгУЙІФмЁЂРфШДНсЙЙЗНЪНЁЂецПеЖШИпЕЭЁЂЮТЖШИпЕЭЕШЗжРрЃЌШчТСгУЧЅКИТЏЁЂЭтбЛЗецПеЦјДуТЏЁЂГЌИпецПеЧЅКИТЏЕШЁЃЭМИјГіСЫМИжжЕфаЭНсЙЙЕФецПеЧЅКИТЏЕФЪОвтЭМЁЃ
РфБкецПеЧЅКИТЏгЩецПеТЏЬхЁЂецПеЯЕЭГЁЂПижЦЯЕЭГЁЂМгШШЕчдДЁЂЫЎРфЯЕЭГМАПьРфЯЕЭГЕШзщГЩЁЃЭМЮЊЕфаЭТСгУецПеЧЅКИТЏЕФЛљБОНсЙЙЁЃ
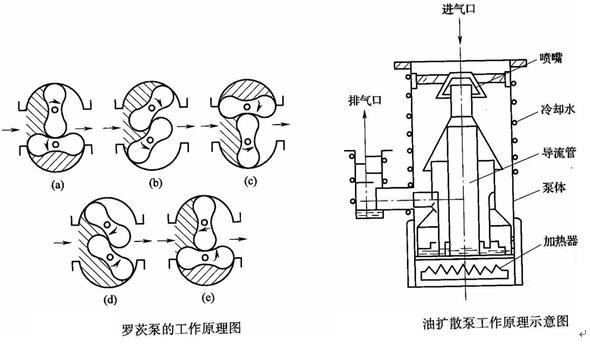
РфБкецПеТЏЕФТЏЬхжївЊгЩЗЂШШдЊМўЁЂИєШШдЊМўКЭЫЎРфТЏБкзщГЩЁЃЗЂШШдЊМўЖргЩН№ЪєютДјЛђютЫПЁЂЮйЁЂюуЁЂФјИѕЁЂЬњИѕТСЕШН№ЪєЕчШШдЊМўМАЪЏФЋЕчШШдЊМўжЦГЩЁЃИєШШдЊМўЭЈГЃЮЊгЩЖрВуН№ЪєБЁЦЌЙЙГЩЕФЗДЩфЦСНсЙЙМАЪЏФЋеБЛђЬеДЩеБНсЙЙЃЌЦфЙІгУЮЊБЃГжФкВПМгШШЧјЕФИпЮТЃЌВЂАбШШСПЯожЦдкМгШШЧјФкЃЌБЃГжТЏБкНЯЕЭЕФШШЪфШыЃЌЪЙТЏБкдкЫЎРфзїгУЯТДІгкНЯЕЭЕФЮТЖШЁЃ
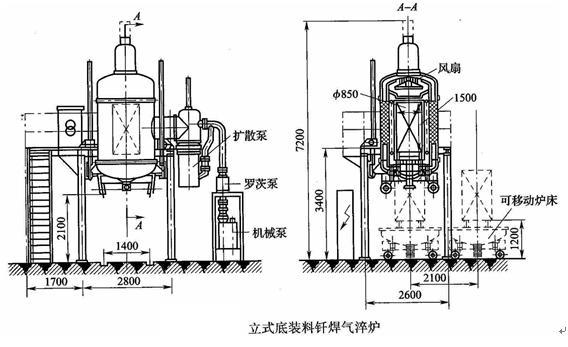
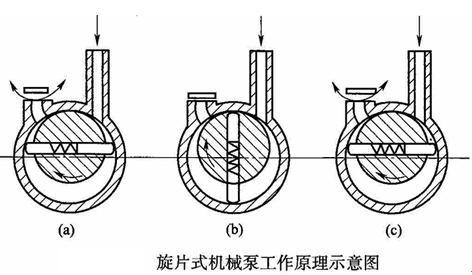
ЙЄвЕЩЯВЩгУЕФРфБкецПеТЏАДМгШШдЊМўжївЊЗжЮЊН№ЪєМгШШЬхКЭЪЏФЋМгШШЬхСНРрЁЃН№ЪєМгШШЬхЦјЬхЮќИНСПНЯЩйЃЌЩ§ЮТЙ§ГЬЗХЦјСПНЯЩйЃЌгаРћгкЧЅКИЙ§ГЬжаецПеЖШЕФЬсИпЁЃН№ЪєМгШШЬхЦјЗеДПе§ЃЌВЛЛсдьГЩЙЄМўЕФБэУцдіЬМЁЃШБЕуЪЧвзБфаЮЃЌФЭШШГхЛїФмСІНЯВюЃЌзюИпЙЄзїЮТЖШЦЋЕЭКЭМлИёНЯИпЕШЁЃЪЏФЋМгШШЬхМлИёЕЭСЎЃЌЙЄзїЮТЖШИпЃЌФЭШШГхЛїКЭПьЫйРфШДФмСІЧПЃЌБфаЮаЁЁЃЪЏФЋМгШШЬхИпЮТЯТЛЙОпгавЛЖЈЕФМѕЩйбѕЗжбЙзїгУЃЌВЂПЩЦ№ЕНвЛЖЈЕФЛЙдзїгУЃЌгаРћгкН№ЪєЕФШЅФЄКЭШѓЪЊЁЃШБЕуЪЧЮќИНЦјЬхНЯЖрЃЌБЉТЖгкДѓЦјКѓМгШШдЊМўМАИєШШдЊМўЛсЮќИННЯЖрЕФЦјЬхКЭЫЎЗжЃЌдйЩ§ЮТЪБецПеЖШЪмЕНвЛЖЈЕФгАЯьЁЃСэЭтЃЌЪЏФЋМгШШЬхЛЙПЩФмЛсдьГЩЙЄМўЕФБэУцдіЬМЕШЁЃ
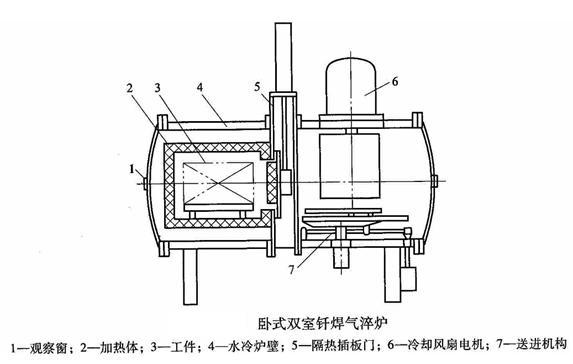
ИєШШВФСЯвВЗжЮЊН№ЪєЗДЩфЦСКЭЗЧН№ЪєИєШШВФСЯСНДѓРрЁЃН№ЪєЗДЩфЦСгЩЖрВуН№ЪєБЁАхзщГЩЃЌИїВуЖдШШЗјЩфЕФЗДЩфзїгУПЩНЋШШСПЯожЦдкЙЄзїЧјгђФкЁЃН№ЪєЗДЩфЦСФкВуЮТЖШНЯИпЃЌвЛАубЁгУютВФСЯЃЌЭтВубЁгУВЛатИжВФСЯЁЃЗЧН№ЪєИєШШВФСЯгаЪЏФЋеБЁЂЬеДЩеБЁЂПѓЮяУоЁЂЖрПзЧсжЪЬеДЩАхЕШЃЌППВФСЯБОЩэИпЕФФЭЮТадФмКЭЕЭЕФЕМШШЯЕЪ§ЪЕЯжИєШШЃЌНЋШШСПЯожЦдквЛЖЈЗЖЮЇФкЃЌМѕЩйШШСПЕФЩЂЪЇКЭМгШШЦСЭтЕФЮТЩ§ЁЃСэЭтЃЌГ§СЫЕЅЖРЕФН№ЪєЗДЩфЦСЭтЃЌЛЙгаНЋН№ЪєгыЗЧН№ЪєИєШШВФСЯзщКЯЪЙгУЕФИєШШЦСНсЙЙаЮЪНЁЃЭМИјГіСЫМИжжИєШШЦСНсЙЙЪОвтЭМЁЃ
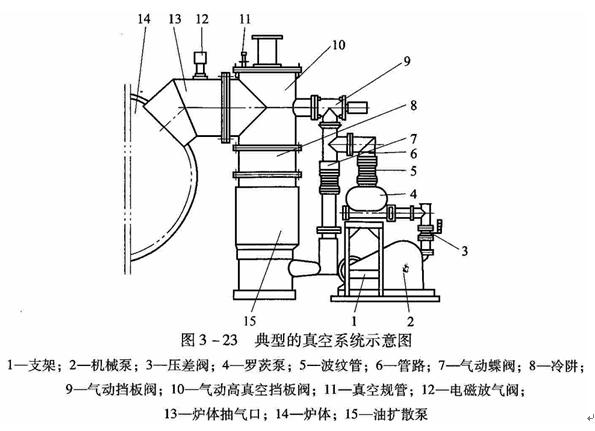
РфБкецПеТЏЕФецПеЯЕЭГЭЈГЃгЩЛњаЕБУЁЂТоДФБУЁЂРЉЩЂБУзщГЩЃЌвЛАуПЩвдДяЕН1ЁС10-3PaЕФецПеЖШКЭБШНЯИпЕФГщЦјЫйЖШЁЃЭМ3-23ЮЊЕфаЭЕФецПеЯЕЭГЪОвтЭМЁЃ
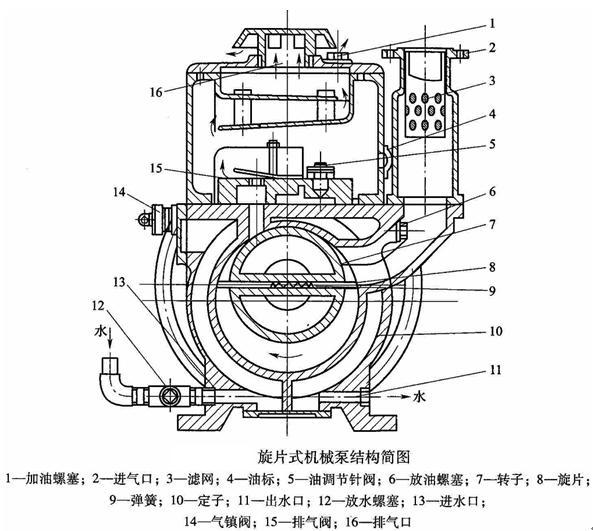
ЛњаЕБУЪЧвЛАуецПеЧЅКИТЏОљашВЩгУЕФецПеБУЃЌГЃгУЕФЛњаЕБУЗжЮЊа§ЦЌЪНЛњаЕБУКЭЛЌЗЇЪНЛњаЕБУСНжжЁЃЭМЮЊа§ЦЌЪНЛњаЕБУЙЄзїдРэЪОвтЭМЃЌЭМЮЊа§ЦЌЪНЛњаЕБУНсЙЙМђЭМЁЃГ§СЫа§ЦЌЪНЛњаЕБУвдЭтЃЌЛЌЗЇЪНЛњаЕБУвВЪЧГЃгУЕФЛњаЕБУНсЙЙаЮЪНЃЌЭМ3-26ИјГіСЫЛЌЗЇЪНЛњаЕБУЙЄзїдРэЪОвтЭМЁЃа§ЦЌЪНЛњаЕБУгыЛЌЗЇЪНЛњаЕБУОпгаЯрЫЦМЋЯоецПеФмСІМАГщЫйЃЌа§ЦЌЪНЛњаЕБУЖргУгкаЁаЭЛњаЕБУЃЌдыЩљНЯаЁЁЃЛЌЗЇЪНЛњаЕБУЖргУгкГщЫйДѓгк70L/minЕФНЯДѓаЭБУЃЌдыЩљЩдДѓЃЌПЙЮлШОФмСІНЯЧПЁЃЛњаЕБУПЩЕЅЖРЙЄзїЛђзїЮЊИпецПеЛњзщЕФЧАМЖЃЌЦфМЋЯоецПедМ0.1PaСПМЖЃЌвЛАуЙЄзїЪБПЩвдНЋецПеЪвГщЕНМИХС(Pa)СПМЖЁЃ


ТоДФБУЮЊГЃгУЕФЛњаЕЪНецПеБУЃЌВЛФмЕЅЖРЙЄзїЃЌаша§ЦЌЪНЛњаЕБУЕШзїЮЊЧАМЖБУЃЌЙЄзїецПеЗЖЮЇЮЊ200 Pa ~10-1PaЁЃТоДФБУжївЊгУгкЬсИпГщЦјЫйТЪКЭМЋЯоецПеЖШЁЃЭМЮЊТоДФБУЕФЙЄзїдРэЭМЁЃгЭРЉЩЂБУЮЊзюГЃгУЕФИпецПеБУЃЌЦфМЋЯоецПеЖШвЛАуПЩДя10-4ЃЌРЉЩЂБУВЛФмЕЅЖРЙЄзїЃЌашЛњаЕБУЛђЛњаЕБУЁЂТоДФБУзщКЯзїЮЊЧАМЖБУЁЃ
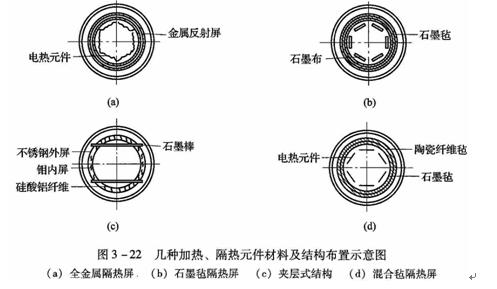
ЭМЮЊгЭРЉЩЂБУЙЄзїдРэЪОвтЭМЁЃРЉЩЂБУжаЕФгЭБЛМгШШЕНЗаЬкЮТЖШЃЌВњЩњгЭеєЦјгЩИїМЖХчзьИпЫйХчГіЃЌгЩгкНјЦјПкИННќБЛГщЦјЬхЕФбЙЧПИпгкгЭЦјСїжаИУЦјЬхЕФЗжбЙЧПЃЌЫљвдБЛГщЦјЬхВЛЖЯРЉЩЂЕНгЭЦјСїжаЃЌдкгЭЦјСїЕФГхЛїКЭаЏДјЯТБЛбЙЫѕжСБУЕзЖЫЃЌгЩЧАМЖецПеБУГщГіЃЌзюжеЪЕЯжЖдБУПкЧАецПеЪвЕФГщЦјЁЃ
РфБкецПеТЏЕФПижЦгЩвЛИіЕчЦјПижЦЙёЭъГЩЃЌПижЦЙёашЭъГЩецПеЛњзщЁЂЗЇУХЯЕЭГЁЂРфШДЯЕЭГЁЂВтСПКЭПижЦЯЕЭГЕФХфЕчЃЌЮТЖШЁЂецПеЖШЁЂбЙСІЕШИїИіВЮЪ§МАЙЄзїзДЬЌЕФЯдЪОЁЂВтСППижЦЃЌздЖЏВйзїЙ§ГЬЕФГЬађПижЦЃЌЪжЖЏИїжжПЊЙиАДХЅЩшжУЕШЙІФмЁЃВйзїЙ§ГЬГЬађПижЦАќРЈГщецПеЙ§ГЬжаЕФЗЇЁЂБУЕФЖЏзїДЮађКЭЙ§ГЬЃЌЩ§ЮТКЭБЃЮТЙ§ГЬЃЌРфШДЙ§ГЬЃЌЙиТЏЙ§ГЬМАИївЊЫижЎМфЕФАВШЋЛЅЫјЕШЁЃЮТЖШЁЂецПеЖШЕШживЊВЮЪ§ЕФЯдЪОКЭПижЦЖргЩзЈгУЕФвЧБэЭъГЩЁЃецПеЧЅКИВйзїЙ§ГЬПЩвдЪжЖЏЃЌвВПЩвдЪЕЯжШЋздЖЏВйзїЁЃдчЦкЩшБИЕФГЬађПижЦЖргЩМЬЕчЦїТпМЕчТЗЭъГЩЃЌЯпТЗИДдгЃЌПЩППадНЯЕЭЁЃЯждкЩшБИЕФГЬађПижЦЖргЩПЩБрГЬађПижЦЦїPLCЭъГЩЃЌЙІФмЩшМЦСщЛюЃЌЯпТЗМђЕЅЃЌЙЄзїПЩППЁЃИќЮЊЯШНјЕФЩшБИПЩвдЭъШЋЪЕЯжМЦЫуЛњПижЦЃЌПЩвддЖОрРыЭъГЩЩшБИЕФПижЦКЭЪ§ОнДЋЪфЁЃ
ецПеЧЅКИТЏЕФМгШШЙЉЕчгЩзЈУХЕФЕчдДЯЕЭГЭъГЩЁЃЕчдДЯЕЭГОпгаЕчСїЕїНкЙІФмЃЌвдБЃжЄецПеТЏАДееЩшЖЈЕФГЬађЩ§ЮТЁЂБЃЮТКЭНЕЮТЁЃЕчзшЗјЩфМгШШЕФецПеЧЅКИТЏвЛАуЮЊЕЭЕчбЙДѓЕчСїЙЉЕчЃЌЙЉЕчЕчдДАДЕїНкЕчСїЗНЪНЕФВЛЭЌЗжЮЊЛњаЕЕїбЙЦїаЭЁЂДХадЕїбЙЦїаЭЁЂПЩПиЙшаЭЁЂЙЬЬЌМЬЕчЦїаЭЕШЁЃЦфжаПЩПиЙшаЭвдНкдМзЪдДЁЂЙІТЪвђЪ§НЯИпЁЂВЈаЮЛћБфаЁЁЂПижЦЗЖЮЇПэЕШгХЕугІгУдНРДдНЖрЃЌГЩЮЊМгШШЕчдДЕФжївЊаЮЪНЁЃаЁаЭЩшБИМАЖдЮТЖШОљдШадвЊЧѓВЛИпЕФЩшБИвЛАуВЩгУЕЅЕчдДЙЉЕчЁЃДѓаЭЗжЧјМгШШЩшБИМАЖдЮТЖШОљдШадгабЯИёвЊЧѓЕФЧЅКИЩшБИЃЌШчДѓаЭТСгУецПеЧЅКИТЏЕШашВЩгУЖрИіЕчдДЗжЧјЙЉЕчЃЌУПИіЧјгђЮТЖШОљЖРСЂВтПиЃЌИїИіЕчдДИїздИљОнВтПиНсЙћЖРСЂЕїећМгШШЕчСїЃЌетбљПЩвдБЃжЄЧЅКИТЏИїИіЧјгђЕФЮТЖШОљдШадЃЌЕЋЗжЧјПиЮТМгШШЪЙЩшБИИДдгЯЕЪ§діМгЁЃ
РфБкецПеТЏЕФЫЎРфЯЕЭГЪЧЪЎЗжживЊЕФЛЗНкЃЌжБНгЙиЯЕЕНЩшБИЕФдЫааАВШЋКЭЮТЩ§ФмСІЁЃТЏБкЕФРфШДвЛАуВЩгУЫЋВуЕФЫЎРфЬзНсЙЙЃЌжаМфЭЈЫЎРфШДЁЃЖдгкЕчМЋНгПкЁЂЖЏУмЗтЗЈРМЁЂЭтЛЗЙмТЗЯЕЭГЕШвзЪмШШЩ§ЮТДІгІПЊГізЈУХРфШДЭЈЕРжиЕуРфШДЁЃГ§ТЏЬхЭтЃЌРЉЩЂБУЁЂЛњаЕБУЁЂТоДФБУЕШецПеЛњзщОљашвЊЫЎРфЁЃецПеТЏРфШДЫЎгУСПвЛАуНЯДѓЃЌашХфБИбЛЗЫЎРфШДЯЕЭГЁЃгЩгкжаЭОЭЃЫЎЛсдьГЩЩшБИЫ№ЛЕЁЂЙЄМўБЈЗЯЩѕжСЩшБИБЌЦЦЕШЪТЙЪЃЌвђДЫЃЌЫЎРфЯЕЭГгІБЃжЄАВШЋПЩППЃЎвЛАуашХфБИгІМБЙЉЫЎЁЂЗЂЕчЯЕЭГЁЃ
ЖЋПЁецПеЧЅКИЙЄзїЪв
ЕижЗ:НЫеЪЁбяжнЪаЮЌбяТЗ349КХ
гЪеўБрТыЃК225000
СЊЯЕШЫЃК ВЬЖЋПЁ
SKYPE:jsyzcdj
СЊЯЕЪжЛњЃК13905275926
QQЃК649200691
E-mail:vacuum.brazing@gmail.com
ЭјжЗЃКhttp://www.brazing.com.cn
аТМгЦТСЊЯЕЕижЗЃК10 Anson Road #05-17
СЊЯЕШЫЃК Feng Guo An
СЊЯЕЕчЛА:+65-6756 3629
ЪжЛњЃК+0065-6756 3629
ДЋ ец: +0065-6754 8382
ЕчзггЪМўЃКfengga@el.sg
ЕТЙњСЊЯЕЕижЗЃК Ringenkuhler Straße 26
34298 Helsa
СЊЯЕШЫЃКРюЯђеф
СЊЯЕЕчЛА: 004956049180277
ЪжЛњЃК 004956049180277
ДЋ ец: 004956049180278
ЕчзггЪМўinfo@china-market-expertise.de
ЩЈвЛЩЈМгЮвЮЂаХ