№¤Ч°јРѕЯЙијЖІ»µ±іцПЦµДЗҐєёИ±ПЭУР:Бгјю±дРОЎўВюБчЎўВ©єёЎўЗҐБПІ»И«ИЫЎўИЬКґЎў№¤Ч°ВЭЛЁїЁЛАµИЎЈБгјю±дРОКЗЖдіЯґзєНРОЧґІ»ВъЧгНјЦЅТЄЗуЎЈВюБчКЗЗҐєёК±ЗҐБПБч№эЅУН·ґ¦ФЪДёІДЙПРОіЙµД±ЎµДёІёЗІгЎЈВ©єёѕНКЗЗҐБПБчК§, ЗҐєёјюБЄЅб·мП¶ДЪГ»УРЗҐБП¶шРОіЙµДОґєёєПµД·мП¶ЎЈЗҐБПІ»И«ИЫѕНКЗЗҐБПІї·ЦГ»УРИЫ»Ї, ТАИ»±ЈіЦФРОЧґЎЈИЬКґКЗДёІД±нГж±»ИЫ»ЇµДЗҐБПИЬЅв¶шРОіЙµД°јПЭЎЈ№¤Ч°ВЭЛЁїЁЛАКЗЦёЗҐєёєуВЭЛЁІрР¶І»ПВАґ,СПЦШК±ЙхЦБЕЎ¶П, ВЭЛЁТІІ»ЛЙ¶ЇЎЈЅвѕц·Ѕ·ЁЈєЙијЖІЙУГґЦСАВЭЛЁЈ¬јУ№¤К±ВЭЛЁТФєуїЙЅшРРХжїХµЄ»Ї»т·ўєЪЙ«ґ¦АнЎЈФЪПЦіЎІр№¤Ч°ВЭЛЁИз·ўПЦ№¤Ч°ВЭЛЁїЁЛАїЙТФУГГвПґ»У·ўУНИу»¬ПВЈ¬»тФЪВЭОЖґ¦НїёІКЇД«·ЫЎЈІрР¶К±УГЖш¶Ї°вКЦЙФОўХс¶ЇПВЎЈ
ХжїХЗҐєёИ±ПЭІъЙъµДФТтЧчИзПВОц:
(1) Бгјю±дРО:ВБµДЕтХНПµКэФјКЗёЦМъµДБЅ±¶, ¶юХЯЕтХН±дРОІ»Рµч, µјЦВБгјю№М¶ЁІїО»КЬС№БфПВС№єЫЎЈБгјюРОО»іЯґз±дРОµД»ъАнКЗЗҐєё№¤Ч°ИИёХ¶ИІ»Чг, ИИУ¦Б¦єНЦШБ¦ТэЖрЧйјюЛЙ¶ЇґнО», ЗҐєё·мП¶±дґу, ХвНщНщ°йЛжЧЕВ©єё, µ«І»»бІъЙъ№¤Ч°С№єЫЎЈ№¤Ч°С№Ж¬ИИµЇРФІ»Чг, ЗҐєёЧйјюЧ°ЕдЛшЅфБ¦М«ґу, ФЪјУИИК±і¬№эБЛІДБПµДЗь·юЗї¶И¶шК№ЗҐєёјю±дРО, ІўУР№¤Ч°С№єЫґжФЪЎЈБнНв, ЗҐєёЧйјюІДБПІРУаДЪУ¦Б¦№эґуЎўЙэЅµОВЛЩВК№эґуЎўЧйјюЧ°ЕдС№ЅфБ¦М«ґуК±, ТІ»бК№ЗҐєёБгјю±дРО, µ«ХвЦЦ±дРОїЙТФНЁ№эФцјУЗҐєёЧйЧ°З°µДИҐУ¦Б¦ИИґ¦Ан»тІЙУГФЪ550ЎжТФПВ»єВэЙэОВЎўЅµµНЙэЅµОВЛЩВКЎўјхЗбЧйјюЧ°ЕдК±С№ЅфБ¦µИґлК©АґїЛ·ю, ¶шХжїХЗҐєё№¤Ч°јРѕЯЙијЖІ»µ±ТэЖрµД±дРОФтІ»ДЬУГґЛґлК©ПыіэЎЈ
(2) УЙУЪ№¤Ч°µДИИИЭБї№эґу, ЦВК№ЗҐєёјюЙэЅµОВЛЩВКРЎ, ЗҐБПФЪ№М-ТєПаПЯОВ¶ИЗшјдНЈБфК±јд№эі¤, ЗҐБПЦРґуХфЖыС№ЧйФЄ»У·ў№э¶а, ЖЖ»µБЛТєМ¬ЗҐБП±нГжХЕБ¦, К№ЗҐБПИуКЄРФДЬМ«єГ¶шµјЦВВюБчЎЈМбёЯЗҐєёјУИИ№¦ВКІ»ДЬПыіэ№¤Ч°ИИИЭБї№эґуµјЦВµДВюБчЎЈ
ХжїХЗҐєё№¤Ч°јРѕЯЙијЖРЎЅб
ХжїХВЇЦРЗҐєёјРѕЯЙијЖТЄїјВЗµДТтЛШ±ИЅПёґФУЈ¬ФЪ±ЈЦ¤ТФЙПТЄЗуµДМхјюПВЈ¬»№ТЄїјВЗµЅЦШБ¦У°ПмЈ¬єёјюјУИИєуЈ¬ЅУН·ТтЕтХНЛЙіЪЈ¬ЗҐБП»бЧФИ»іцПЦПтПВБч¶ЇµДЗчКЖЈ¬ЛщТФ±ШРлЧўТвјРѕЯј°єёјюµДјРіЦј°·ЕЦГРОКЅЈ»јРѕЯЅб№№ТЄѕЎїЙДЬјтµҐЈ¬ЗҐєёКЗТ»ёц·в±ХЅшРРµД№эіМЈ¬ѕЯМе№эіМІ»їЙјыЈ¬јРѕЯФЅјтµҐЈ¬І»їЙФ¤јыµДОКМвФЅЙЩЈ¬ХвСщјРѕЯїЙїїРФёЯЈ¬їЙІЩЧчРФЗїЎЈЧЬЦ®Ј¬ЗҐєёјРѕЯЙијЖУ¦ЦШµг±ЈЦ¤ТФПВјёёц·ЅГжЈє±ЈЦ¤ЗҐєёјюЅУН·јдП¶Ј¬¶ФУЪВБј°ВБєПЅрµДЧйЧ°јюЈ¬ЅУН·ДЪУР0Ј®05Ў«0Ј®10 mmµДјдП¶Ј¬ґЛК±ЗҐБПБч¶ЇРФЧоєГЈ»ЦШКУјРѕЯУлЧйєёјюФЪЗҐєёОВ¶ИК±µДЕтХНєНКХЛхЈ¬їјВЗЕтХНПµКэµДЗш±рЈ¬±ЈЦ¤БгјюП໥ечЈ»јРѕЯ¶ФБгјюЗҐєё№эіМµДУ°ПмЧоРЎЈ¬±ЈЦ¤І»У°ПмЗҐєёЗшµДИИґ«µјЈ¬І»·Б°ЗҐБПµДБч¶ЇЎЈВБєПЅрХжїХЗҐєёёщѕЭВБєПЅрЗҐєёЧйјюЅб№№єНєё·мРОКЅј°РОО»№«ІоµИ, ЙијЖПаУ¦µД№¤Ч°јРѕЯЎЈ
(1) ХжїХЗҐєёµДЙэЅµОВУ¦ІЙУГѕЎБїґуµДЙэОВєНЅµОВЛЩВКЎЈИз№ыїјВЗІъЖ·±дРОЅЁТйЛжВЇІ»іеµЄЖшЛжВЇ±ЈОВАдИґЎЈ
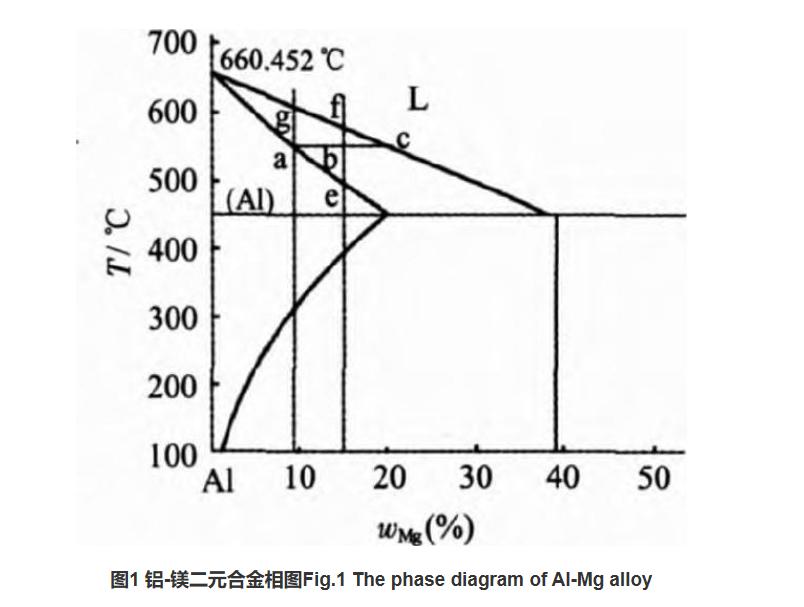
Нј1КЗВБ-Гѕ¶юФЄєПЅрПаНјµДѕЦІїЎЈ
ТФ15%ГѕµДєПЅрОЄАэ, ИфЙэОВЛЩВКЧг№»їм, ЗҐБПїЄКјИЫ»ЇОВ¶ИКЗeµг, ИЫ»ЇЦХБЛКЗfµгЎЈИз№ыЙэОВЛЩВКЧг№»µН, ёщѕЭ¶юФЄПаНјµДёЬёЛ¶ЁВЙ, ФЪbµгµДµИОВНЈБфК±јдЅПі¤К±, ѕН»бІъЙъcµгіЙ·ЦµДТєПаєНaµгіЙ·ЦµД№МПа, ¶шaµгіЙ·Ц№МПаµДТєПаПЯµгјґИЫ»ЇЦХБЛОВ¶ИЙэёЯЦБgµгЎЈХжїХЗҐєёК±ЙэЅµОВЛЩВКµН, ґжФЪИэёц·ЅГжµДОКМв:Т»КЗ»бЙэёЯЗҐБПµДИЫ»ЇЦХБЛОВ¶И, µјЦВІї·ЦЗҐБПІ»ИЫ, ЙхЦБДёІД·ўЙъИЬКґК±ЗҐБПТІІ»И«ИЫ;¶юКЗПИЗ°ИЫ»ЇµДµНИЫµгТєПаУлДёІДЧчУГІъЙъИЬКґ;ИэКЗёЯХфЖшС№ФЄЛШГѕЎўойµИµД»У·ўІъЙъВюБч, МбёЯБЛЗҐБПИЫ»ЇЦХБЛОВ¶ИЎЈ·Ц±рІъЙъЗҐБПВюБчЎўІї·ЦІ»ИЫЎўДёІДИЬКґЎЈ
2ХжїХЗҐєёµД±ЈОВК±јдФЪ±ЈЦ¤ЗҐєё·мЗї¶ИµДЗ°МбПВ, ±ЈОВК±јдТЄ¶МЎЈ
3ЗҐєё№¤Ч°µДЧчУГЗҐєё№¤Ч°°СЗҐєёЧйјюєНЗҐБП№М¶ЁФЪТ»Жр, К№ЧйјюБ¬ЅУґ¦РОіЙККµ±µДјдП¶, ЗҐБПИЫ»ЇєуГ«ПёОьёЅФЪјдП¶ДЪРОіЙЗҐєё·м, ІўФЪЗҐєё№эіМЦР±ЈіЦЧйјюПа¶ФО»ЦГІ»±д, ±ЈЦ¤ЖдіЯґз№«ІоЎЈ¶ФУЪВБєПЅрБгјюµДХжїХЗҐєё, ВБОьКХ·шЙдИИР§ВКµН, №¤Ч°»№РиіРµЈЅУКЬИИ·шЙд¶шјУИИВБјюµД№¦Р§ЎЈ
№¤Ч°јРѕЯЙијЖІ»µ±ІъЙъµДЗҐєёИ±ПЭ
№¤Ч°јРѕЯЙијЖІ»µ±іцПЦµДЗҐєёИ±ПЭУР:Бгјю±дРОЎўВюБчЎўВ©єёЎўЗҐБПІ»И«ИЫЎўИЬКґЎў№¤Ч°ВЭЛЁїЁЛАµИЎЈБгјю±дРОКЗЖдіЯґзєНРОЧґІ»ВъЧгНјЦЅТЄЗуЎЈВюБчКЗЗҐєёК±ЗҐБПБч№эЅУН·ґ¦ФЪДёІДЙПРОіЙµД±ЎµДёІёЗІгЎЈВ©єёѕНКЗЗҐБПБчК§, ЗҐєёјюБЄЅб·мП¶ДЪГ»УРЗҐБП¶шРОіЙµДОґєёєПµД·мП¶ЎЈЗҐБПІ»И«ИЫѕНКЗЗҐБПІї·ЦГ»УРИЫ»Ї, ТАИ»±ЈіЦФРОЧґЎЈИЬКґКЗДёІД±нГж±»ИЫ»ЇµДЗҐБПИЬЅв¶шРОіЙµД°јПЭЎЈ№¤Ч°ВЭЛЁїЁЛАКЗЦёЗҐєёєуВЭЛЁІрР¶І»ПВАґ,СПЦШК±ЙхЦБЕЎ¶П, ВЭЛЁТІІ»ЛЙ¶ЇЎЈЅвѕц·Ѕ·ЁЈєЙијЖІЙУГґЦСАВЭЛЁЈ¬јУ№¤К±ВЭЛЁТФєуїЙЅшРРХжїХµЄ»Ї»т·ўєЪЙ«ґ¦АнЎЈФЪПЦіЎІр№¤Ч°ВЭЛЁИз·ўПЦ№¤Ч°ВЭЛЁїЁЛАїЙТФУГГвПґ»У·ўУНИу»¬ПВЈ¬»тФЪВЭОЖґ¦НїёІКЇД«·ЫЎЈІрР¶К±УГЖш¶Ї°вКЦЙФОўХс¶ЇПВЎЈ
ПЦ¶ФХвР©И±ПЭІъЙъµДФТтЧчИзПВОц:
(1) Бгјю±дРО:ВБµДЕтХНПµКэФјКЗёЦМъµДБЅ±¶, ¶юХЯЕтХН±дРОІ»Рµч, µјЦВБгјю№М¶ЁІїО»КЬС№БфПВС№єЫЎЈБгјюРОО»іЯґз±дРОµД»ъАнКЗЗҐєё№¤Ч°ИИёХ¶ИІ»Чг, ИИУ¦Б¦єНЦШБ¦ТэЖрЧйјюЛЙ¶ЇґнО», ЗҐєё·мП¶±дґу, ХвНщНщ°йЛжЧЕВ©єё, µ«І»»бІъЙъ№¤Ч°С№єЫЎЈ№¤Ч°С№Ж¬ИИµЇРФІ»Чг, ЗҐєёЧйјюЧ°ЕдЛшЅфБ¦М«ґу, ФЪјУИИК±і¬№эБЛІДБПµДЗь·юЗї¶И¶шК№ЗҐєёјю±дРО, ІўУР№¤Ч°С№єЫґжФЪЎЈБнНв, ЗҐєёЧйјюІДБПІРУаДЪУ¦Б¦№эґуЎўЙэЅµОВЛЩВК№эґуЎўЧйјюЧ°ЕдС№ЅфБ¦М«ґуК±, ТІ»бК№ЗҐєёБгјю±дРО, µ«ХвЦЦ±дРОїЙТФНЁ№эФцјУЗҐєёЧйЧ°З°µДИҐУ¦Б¦ИИґ¦Ан»тІЙУГФЪ550ЎжТФПВ»єВэЙэОВЎўЅµµНЙэЅµОВЛЩВКЎўјхЗбЧйјюЧ°ЕдК±С№ЅфБ¦µИґлК©АґїЛ·ю, ¶ш№¤Ч°јРѕЯЙијЖІ»µ±ТэЖрµД±дРОФтІ»ДЬУГґЛґлК©ПыіэЎЈ
(2) ВюБчКЗУЙУЪ№¤Ч°µДИИИЭБї№эґу, ЦВК№ЗҐєёјюЙэЅµОВЛЩВКРЎ, ЗҐБПФЪ№М-ТєПаПЯОВ¶ИЗшјдНЈБфК±јд№эі¤, ЗҐБПЦРґуХфЖыС№ЧйФЄ»У·ў№э¶а, ЖЖ»µБЛТєМ¬ЗҐБП±нГжХЕБ¦, К№ЗҐБПИуКЄРФДЬМ«єГ¶шµјЦВВюБчЎЈМбёЯЗҐєёјУИИ№¦ВКІ»ДЬПыіэ№¤Ч°ИИИЭБї№эґуµјЦВµДВюБчЎЈ
№¤Ч°ЙијЖРиТЄЧўТвКВПо
1 ХжїХЗҐєё№¤Ч°ёХ¶ИІ»ЧгТэЖрБгЧйјюЛЙ¶Ї¶шК№ЗҐєё·мП¶±дґу, µјЦВЗҐБПБчК§;»т№¤Ч°µДИИИЭБї№эґу,јхЙЩ№¤Ч°µДИИИЭБїЧојтµҐµД·Ѕ·ЁѕНКЗФЪ№¤Ч°ЙПґтїЧ»тХЯФЪЅУґҐІъЖ·µДµШ·ЅІЙУГпОїХ·ЅКЅЎЈИГЅУґҐІъЖ·µД№¤Ч°іЙЈєНтАпі¤іЗµДРОЧґЎЈУЙТФЗ°µДПЯЅУґҐ±діЙУРјдёфµДЅУґҐЎЈЗҐБПФЪТєМ¬НЈБфК±јдМ«і¤, ЗҐБПЦРґуХфЖыС№ЧйФЄіЦРш»У·ўµјЦВЗҐБПБчК§, ¶юХЯ¶јІъЙъВ©єёЎЈЖдЛьФТтИзЗҐјБ№эБїТІ»бІъЙъВ©єёЎЈ
2 ЗҐБПІ»И«ИЫ№¤Ч°µДИИИЭБї№эґу, јУИИК±ЗҐБПФЪ№М-ТєПаПЯОВ¶ИЗшјдНЈБфК±јд№эі¤, РОіЙБЛТє-№МЖЅєвПа,ФЪХжїХ»·ѕіЦРЗҐБПµНИЫµгТєПа, µјЦВ№МПаіЙ·ЦµДИЫµгЙэёЯ¶шІ»ИЬЎЈ№¤Ч°µДИИИЭБї№эґуК±, МбёЯјУИИ№¦ВК, ЗҐєёјюЦНєу»·ѕіµДОВ¶ИІо»бјУґу, ЗҐєёјюµДЙэЅµОВЛЩВКМбёЯУРПЮ, ВюБчЎўВ©єёЎўЗҐБПІ»И«ИЫµИИ±ПЭІ»ДЬПыіэЎЈДёІДИЬКґ№¤Ч°µДИИИЭБї№эґу, ФЪЗҐБПµД№М-ТєПаПЯОВ¶ИЗшјдјУИИ»тАдИґК±јд№эі¤, ЗҐБПЦРДіР©Чй·Ц№э¶аµШЙшИлДёІДЅµµНБЛЖдИЫµг, ІъЙъИЬКґИ±ПЭЎЈДёІДИЬКґіЈіЈФЪМбёЯЗҐєёОВ¶И, Е¬Б¦ПыіэЗҐБПІ»И«ИЫИ±ПЭК±іцПЦЎЈ
3№¤Ч°ВЭЛЁїЁЛАФЪХжїХ»·ѕіПВЗҐБПµНИЫµгєНХфЖыС№ґуµДЧй·ЦєНЗҐјБ»У·ўСПЦШ, ВЭЛЁСАУлВЭДёїЫјдєНїЧЦбјдП¶ДЪРОіЙГ«Пё·мП¶, ОьёЅЗҐБП»тЗҐјБХфЖыДэ№МєуРОіЙБЄЅбЎЈ
4ВБєПЅрХжїХЗҐєё№¤Ч°јРѕЯТЄѕЎБїµШЦКЗбЎўИИИЭБїРЎЎўёХ¶ИёЯЎўОьИИµјИИРФєГЎўИИµЇРФєГЎЈ
5ВБєПЅрХжїХЗҐєёРиТЄїмЛЩЙэЅµОВ, ХжїХЗҐєёїї·шЙдјУИИ, ВБЅУКХИИ·шЙдµДР§ВКµН, №¤јюОВ¶ИЦНєуВЇЧУОВ¶ИµДґуРЎКЬ№¤Ч°ІДБПµД·шЙдИИ·ґЙдВКЎўµјИИРФј°±ИИИИЭµДУ°ПмЅПґу, У¦СЎУГµјИИРФєГЎў±ИИИИЭРЎЎўГЬ¶ИРЎµДІДБПЎЈёхДшМъєПЅрЎўДшёЯОВєПЅрµИФЪ600ЎжИФѕЯУРµЇРФ, КЗЗҐєё№¤Ч°јРѕЯµДАнПлІДБПЎЈ°ВКПМеІ»РвёЦФЪЗҐєёОВ¶ИИФУРЧг№»µДЗї¶И, їЙТФЧчїтјЬЅб№№ІїјюєНµЇ»ЙС№Ж¬, КЗЅП±гТЛµД№¤Ч°ІДБПЎЈоСєПЅрИИЗї¶ИёЯ, µ«µјИИРФІо,І»ТЧЧч№¤Ч°ІДБПЎЈКЇД«µДµјИИПµКэЎў±ИИИИЭЅУЅь1Cr18Ni9TiёЦ, ПЯЕтХНПµКэКЗ1Cr18Ni9TiёЦµДЛД·ЦЦ®Т», КЇД«ГЬ¶И2.26kg/m3, µҐО»Ме»эµДИИИЭБїРЎ;КЇД«КЗєЪЙ«, ТЧОьКХ·шЙдИИ, УРАыУЪ№¤јюµДїмЛЩЙэОВЎЈКЇД«їЙЧчОЄЖЅГж¶ИТЄЗуёЯµДЗҐєёЧйјюµДµЧ°еєНС№°еЎЈЅПґуРНµДѕ«ГЬБгјю, ІЙУГ0Cr181Ni9єНКЇД«ЧйєП№¤Ч°Р§№ыЅПєГЎЈ
6№¤Ч°µДёХ¶ИФЪЗҐєёОВ¶ИПВ, №¤Ч°јРѕЯУ¦УРЧг№»µДёХ¶И, іРКЬТ»¶ЁµДјРЅфБ¦К±І»ДЬ±дРО, ЗҐєёјюµДЦШБї»бТэЖр±дРО, УлЖдЅУґҐµДµЧ°жµДЖЅГж¶ИѕНКЗЗҐєёєуБгјюµДЖЅГж¶ИЎЈКЇД«µЧ°жєНС№°еµДєс¶ИУ¦ЎЭ10mm, ·сФтЗҐєёОВ¶ИПВТЧХЫ¶ПЎЈ№¤Ч°јРѕЯУ¦ДЬ±ЈЦ¤ЗҐєёЧйјюјдµД·мП¶±ЈіЦФЪЧоРЎµДіЯґз, ТФ±г·мП¶Г«ПёОьёЅЧЎИЫ»ЇµДЗҐБПЎЈ№¤Ч°јРѕЯёХ¶ИІ»Чг, ФЪЗҐєёОВ¶ИПВјРЅфБ¦ЛЙіЫ, ЗҐєёЧйјюјдµД·мП¶Фцґу, ЗҐБПИЫ»ЇєуІ»ДЬ±»ОьёЅЅш·мП¶»т·мП¶±ЈіЦІ»ЧЎЗҐБП, ѕНРОІ»іЙєё·мЎЈ
7№¤Ч°µДИИµЇРФ№¤Ч°УлВБЗҐєёјюµДЕтХНПµКэІ»Т»Сщ, ЙэЅµОВ№эіМЦР»бІъЙъПа¶Ф±дРО, №¤Ч°У¦НЁ№эјёЧЦРОµЇ»ЙС№Ж¬УлЗҐєёЧйјюС№°еЅУґҐЎЈФЪЅУЅьИЫµгК±ВБєПЅрµДЗї¶ИєЬµН, µЇ»ЙС№Ж¬µДИИµЇРФМ«ґу, ЗҐєёјюЧйЧ°К±єПККЧ°јРБ¦µДґуРЎДСТФ°СОХ, јУИИК±µЇ»ЙС№Ж¬І»ДЬУРР§µШКН·Е№эґуµДЧ°јРБ¦, »бБфПВС№їУЎЈµЇ»ЙС№Ж¬ИИµЇРФІ»Чг,ФЪјУИИК±БгјюµДЧФЦШБ¦»т№¤јюУ빤װµДПа¶ФИИ±дРО»бФцґуЗҐєё·мП¶, µјЦВВ©єёЎЈКµСй±нГч1Cr18Ni9TiёЦµДµЇ»ЙС№Ж¬0.6~1mmєсЅПєПККЎЈ
8№¤Ч°µДИИИЭБї№¤Ч°µДИИИЭБїґу, ЙэОВЛЩВКµН, ФЪХжїХ»·ѕіЦРЗҐБПµНИЫµгіЙ·Ц»У·ўїм, µјЦВУаПВЧйФЄИЫµгЙэёЯ¶шІ»ИЬ, Н¬К±РОіЙВюБчЎЈН¬Сщ, №эВэµДАдИґ, »бІъЙъВюБчЎўВ©єёЎўИЬКґµИИ±ПЭЎЈ№¤Ч°јРѕЯФЪ±ЈЦ¤Чг№»ёХ¶ИµДЗ°МбПВ, У¦ѕЎБїµДјтµҐЎўЦКЗб, »тпОїХјхЦШ, јхЙЩ№¤Ч°µДИИИЭБїЧојтµҐµД·Ѕ·ЁѕНКЗФЪ№¤Ч°ЙПґтїЧ»тХЯФЪЅУґҐІъЖ·µДµШ·ЅІЙУГпОїХ·ЅКЅЎЈИГЅУґҐІъЖ·µД№¤Ч°іЙЈєНтАпі¤іЗµДРОЧґЎЈУЙТФЗ°µДПЯЅУґҐ±діЙУРјдёфµДЅУґҐЎЈИГЖдИИИЭБїУ¦ѕЎБїµДРЎ, їЙТФУГЦКБїЗбµДКЇД«Ії·ЦИЎґъІ»РвёЦЧчіД°еС№°е, јИїЙ±ЈЦ¤№¤Ч°µДИИёЦ¶И, ТІїЙјхЙЩЖдИИИЭБїЎЈФЪі¤600mmЎўєс0.8mmµДДіѕ«ГЬ±Ў±ЪБгјюµДЗҐєё№Ґ№ШЦР, ПИЗ°µДЗҐєё№¤Ч°ЅПЦШЎЈГїВЇЦ»Ч°1јю, ФЪЗҐєёЦРТІЧЬКЗУРЗҐБПІ»И«ИЫЎўЗҐБПВюБчµИИ±ПЭ, РОІ»іЙєё·мЎЈЛдѕІ»¶ПМбёЯЗҐєёОВ¶И, ЙхЦБУЪЅУЅьДёІДµД№МПаПЯ, јґК№іцПЦБЛИЬКґ, ЗҐБПТІГ»УРНкИ«ИЫ»ЇЎЈІЙУГ·ЦЅЧ¶ОЙэОВ, ФЪ500ЎжєуїмЛЩЙэОВ, µ«ЗҐєёјюОВ¶ИЦНєуВЇОВ50 minТФЙП, ЗТЙэОВ»єВэ, Н¬СщіцПЦЗҐБПІ»И«ИЫЎЈІЙИЎпОїХ№¤Ч°јхЦШЎўПчјх№¤Ч°єс¶ИЎўФцјУКЇД«°еТФ±ЈЦ¤№¤Ч°µДИИёХ¶ИµИґлК©єу, ФтЗҐєёР§№ыБјєГЎЈ
9№¤Ч°ИИ·ґЙдРФЎўµјИИРФВБµДИИ·ґЙдВКёЯ, МШ±рКЗіЯґзТЄЛШ¶аµДёґФУѕ«ГЬЗҐєёјю, №¤Ч°јёєх°ьО§ЧЎБЛЗҐєёјю, ЗҐєёјюµДЙэОВЦчТЄїї№¤Ч°ЅУКЬµД·шЙдИИЎЈИф№¤Ч°µД·ґЙдВКёЯ, µјИИРФІо, №¤јюЙэЅµОВЛЩВКѕНµН, ЗҐБПІ»ИЫЎўВюБчЎўВ©єёЎўИЬКґµИИ±ПЭІ»ТЧ±ЬГвЎЈіэСЎУГµјИИРФєГµДІДБПНв, їЙІї·ЦёДУГКЇД«»т°С№¤Ч°·ўєЪґ¦АнЎўСх»Їґ¦АнЎЈЗҐБПТЧКЄИу№¤Ч°, №¤Ч°±нГжµДСх»ЇёхЎўСх»ЇМъД¤, ТІДЬґуґуЅµµНЗҐБП¶Ф№¤Ч°µДИуКЄРФЎЈ
10№¤Ч°ВЭОЖ»У·ўµДЗҐБПєНЗҐјБ, Г«ПёОьёЅФЪВЭОЖСАєНВЭДёВЭЛЁБЄЅбґ¦, №¤Ч°ІрР¶А§ДСЎЈК№УГґЦСАВЭОЖїЙјхЙЩОьёЅ, »тФЪВЭОЖґ¦НїёІКЇД«·Ы, ї№ОьёЅР§№ыёьєГ, №¤Ч°ІрР¶К±ПИУГГ«ЛўЛўµфКЇД«·ЫЎЈ№¤Ч°јРѕЯµДїЧЦбјдП¶У¦ѕЎБїґуР©, У¦СЎФсІ»Н¬ЕЖєЕµДІДБП, Н¬ЦЦЕЖєЕ»тіЙ·ЦМ«ЅУЅь, ТЧ·ўЙъ»ҐПаА©Йў¶шµјЦВІрР¶А§ДСЎЈ
11№¤Ч°К№УГЗ°µДґ¦Ан№¤Ч°јРѕЯФЪµЪТ»ґОК№УГЗ°»№У¦ФЪХжїХЗҐєёВЇЦРјУИИґ¦АнТ»ґО, ОВ¶ИВФёЯУЪЗҐєёОВ¶И, ТФЗеіэµфєЪЙ«Сх»Їґ¦АнК±ґшИлµДТЧ»У·ўіЙ·Ц, ·АЦ№¶ФЗҐєёБгјюµДОЫИѕЎЈ
ХжїХЗҐєё№¤Ч°ЙијЖРиТЄЧўТвКВПо
1ЗҐєё№¤Ч°ёХ¶ИІ»ЧгТэЖрБгЧйјюЛЙ¶Ї¶шК№ЗҐєё·мП¶±дґу, µјЦВЗҐБПБчК§;»т№¤Ч°µДИИИЭБї№эґу, јхЙЩ№¤Ч°µДИИИЭБїЧојтµҐµД·Ѕ·ЁѕНКЗФЪ№¤Ч°ЙПґтїЧ»тХЯФЪЅУґҐІъЖ·µДµШ·ЅІЙУГпОїХ·ЅКЅЎЈИГЅУґҐІъЖ·µД№¤Ч°іЙЈєНтАпі¤іЗµДРОЧґЎЈУЙТФЗ°µДПЯЅУґҐ±діЙУРјдёфµДЅУґҐЎЈЗҐєё№¤Ч°ИИИЭБї№эґу»бИГЗҐБПФЪТєМ¬НЈБфК±јдМ«і¤, ЗҐБПЦРґуХфЖыС№ЧйФЄіЦРш»У·ўµјЦВЗҐБПБчК§, ¶юХЯ¶јІъЙъВ©єёЎЈЖдЛьФТтИзЗҐјБ№эБїТІ»бІъЙъВ©єёЎЈ
2 ЗҐБПІ»И«ИЫ№¤Ч°µДИИИЭБї№эґу, јУИИК±ЗҐБПФЪ№М-ТєПаПЯОВ¶ИЗшјдНЈБфК±јд№эі¤, РОіЙБЛТє-№МЖЅєвПа,ФЪХжїХ»·ѕіЦРЗҐБПµНИЫµгТєПа, µјЦВ№МПаіЙ·ЦµДИЫµгЙэёЯ¶шІ»ИЬЎЈ№¤Ч°µДИИИЭБї№эґуК±, МбёЯјУИИ№¦ВК, ЗҐєёјюЦНєу»·ѕіµДОВ¶ИІо»бјУґу, ЗҐєёјюµДЙэЅµОВЛЩВКМбёЯУРПЮ, ВюБчЎўВ©єёЎўЗҐБПІ»И«ИЫµИИ±ПЭІ»ДЬПыіэЎЈДёІДИЬКґ№¤Ч°µДИИИЭБї№эґу, ФЪЗҐБПµД№М-ТєПаПЯОВ¶ИЗшјдјУИИ»тАдИґК±јд№эі¤, ЗҐБПЦРДіР©Чй·Ц№э¶аµШЙшИлДёІДЅµµНБЛЖдИЫµг, ІъЙъИЬКґИ±ПЭЎЈДёІДИЬКґіЈіЈФЪМбёЯЗҐєёОВ¶И, Е¬Б¦ПыіэЗҐБПІ»И«ИЫИ±ПЭК±іцПЦЎЈ
3№¤Ч°ВЭЛЁїЁЛАФЪХжїХ»·ѕіПВЗҐБПµНИЫµгєНХфЖыС№ґуµДЧй·ЦєНЗҐјБ»У·ўСПЦШ, ВЭЛЁСАУлВЭДёїЫјдєНїЧЦбјдП¶ДЪРОіЙГ«Пё·мП¶, ОьёЅЗҐБП»тЗҐјБХфЖыДэ№МєуРОіЙБЄЅбЎЈ
4ВБєПЅрХжїХЗҐєё№¤Ч°јРѕЯТЄѕЎБїµШЦКЗбЎўИИИЭБїРЎЎўёХ¶ИёЯЎўОьИИµјИИРФєГЎўИИµЇРФєГЎЈ
5ВБєПЅрХжїХЗҐєёРиТЄїмЛЩЙэЅµОВ, ХжїХЗҐєёїї·шЙдјУИИ, ВБЅУКХИИ·шЙдµДР§ВКµН, №¤јюОВ¶ИЦНєуВЇЧУОВ¶ИµДґуРЎКЬ№¤Ч°ІДБПµД·шЙдИИ·ґЙдВКЎўµјИИРФј°±ИИИИЭµДУ°ПмЅПґу, У¦СЎУГµјИИРФєГЎў±ИИИИЭРЎЎўГЬ¶ИРЎµДІДБПЎЈёхДшМъєПЅрЎўДшёЯОВєПЅрµИФЪ600ЎжИФѕЯУРµЇРФ, КЗЗҐєё№¤Ч°јРѕЯµДАнПлІДБПЎЈ°ВКПМеІ»РвёЦФЪЗҐєёОВ¶ИИФУРЧг№»µДЗї¶И, їЙТФЧчїтјЬЅб№№ІїјюєНµЇ»ЙС№Ж¬, КЗЅП±гТЛµД№¤Ч°ІДБПЎЈоСєПЅрИИЗї¶ИёЯ, µ«µјИИРФІо,І»ТЧЧч№¤Ч°ІДБПЎЈКЇД«µДµјИИПµКэЎў±ИИИИЭЅУЅь1Cr18Ni9TiёЦ, ПЯЕтХНПµКэКЗ1Cr18Ni9TiёЦµДЛД·ЦЦ®Т», КЇД«ГЬ¶И2.26kg/m3, µҐО»Ме»эµДИИИЭБїРЎ;КЇД«КЗєЪЙ«, ТЧОьКХ·шЙдИИ, УРАыУЪ№¤јюµДїмЛЩЙэОВЎЈКЇД«їЙЧчОЄЖЅГж¶ИТЄЗуёЯµДЗҐєёЧйјюµДµЧ°еєНС№°еЎЈЅПґуРНµДѕ«ГЬБгјю, ІЙУГ0Cr181Ni9єНКЇД«ЧйєП№¤Ч°Р§№ыЅПєГЎЈ
6№¤Ч°µДёХ¶ИФЪЗҐєёОВ¶ИПВ, №¤Ч°јРѕЯУ¦УРЧг№»µДёХ¶И, іРКЬТ»¶ЁµДјРЅфБ¦К±І»ДЬ±дРО, ЗҐєёјюµДЦШБї»бТэЖр±дРО, УлЖдЅУґҐµДµЧ°жµДЖЅГж¶ИѕНКЗЗҐєёєуБгјюµДЖЅГж¶ИЎЈКЇД«µЧ°жєНС№°еµДєс¶ИУ¦ЎЭ10mm, ·сФтЗҐєёОВ¶ИПВТЧХЫ¶ПЎЈ№¤Ч°јРѕЯУ¦ДЬ±ЈЦ¤ЗҐєёЧйјюјдµД·мП¶±ЈіЦФЪЧоРЎµДіЯґз, ТФ±г·мП¶Г«ПёОьёЅЧЎИЫ»ЇµДЗҐБПЎЈ№¤Ч°јРѕЯёХ¶ИІ»Чг, ФЪЗҐєёОВ¶ИПВјРЅфБ¦ЛЙіЫ, ЗҐєёЧйјюјдµД·мП¶Фцґу, ЗҐБПИЫ»ЇєуІ»ДЬ±»ОьёЅЅш·мП¶»т·мП¶±ЈіЦІ»ЧЎЗҐБП, ѕНРОІ»іЙєё·мЎЈ
7№¤Ч°µДИИµЇРФ№¤Ч°УлВБЗҐєёјюµДЕтХНПµКэІ»Т»Сщ, ЙэЅµОВ№эіМЦР»бІъЙъПа¶Ф±дРО, №¤Ч°У¦НЁ№эјёЧЦРОµЇ»ЙС№Ж¬УлЗҐєёЧйјюС№°еЅУґҐЎЈФЪЅУЅьИЫµгК±ВБєПЅрµДЗї¶ИєЬµН, µЇ»ЙС№Ж¬µДИИµЇРФМ«ґу, ЗҐєёјюЧйЧ°К±єПККЧ°јРБ¦µДґуРЎДСТФ°СОХ, јУИИК±µЇ»ЙС№Ж¬І»ДЬУРР§µШКН·Е№эґуµДЧ°јРБ¦, »бБфПВС№їУЎЈµЇ»ЙС№Ж¬ИИµЇРФІ»Чг,ФЪјУИИК±БгјюµДЧФЦШБ¦»т№¤јюУ빤װµДПа¶ФИИ±дРО»бФцґуЗҐєё·мП¶, µјЦВВ©єёЎЈѕСй±нГч1Cr18Ni9TiёЦµДµЇ»ЙС№Ж¬0.6~1.2mmєсЅПєПККЎЈ
8№¤Ч°µДИИИЭБї№¤Ч°µДИИИЭБїґу, ЙэОВЛЩВКµН, ФЪХжїХ»·ѕіЦРЗҐБПµНИЫµгіЙ·Ц»У·ўїм, µјЦВУаПВЧйФЄИЫµгЙэёЯ¶шІ»ИЬ, Н¬К±РОіЙВюБчЎЈН¬Сщ, №эВэµДАдИґ, »бІъЙъВюБчЎўВ©єёЎўИЬКґµИИ±ПЭЎЈ№¤Ч°јРѕЯФЪ±ЈЦ¤Чг№»ёХ¶ИµДЗ°МбПВ, У¦ѕЎБїµДјтµҐЎўЦКЗб, »тпОїХјхЦШ, ЖдИИИЭБїУ¦ѕЎБїµДРЎ, їЙТФУГЦКБїЗбµДКЇД«Ії·ЦИЎґъІ»РвёЦЧчіД°еС№°е, јИїЙ±ЈЦ¤№¤Ч°µДИИёЦ¶И, ТІїЙјхЙЩЖдИИИЭБїЎЈФЪі¤600mmЎўєс0.8mmµДѕ«ГЬЖЅ°еМмПЯБгјюµДХжїХЗҐєёЦР, ПИЗ°µДХжїХЗҐєё№¤Ч°ЅПЦШЎЈГїВЇЦ»Ч°1јю, ФЪЗҐєёЦРТІЧЬКЗУРЗҐБПІ»И«ИЫЎўЗҐБПВюБчµИИ±ПЭ, РОІ»іЙєё·мЎЈЛдѕІ»¶ПМбёЯЗҐєёОВ¶И, ЙхЦБУЪЅУЅьДёІДµД№МПаПЯ, јґК№іцПЦБЛИЬКґ, ЗҐБПТІГ»УРНкИ«ИЫ»ЇЎЈІЙУГ·ЦЅЧ¶ОЙэОВ, ФЪ540ЎжєуїмЛЩЙэОВ, µ«ЗҐєёјюОВ¶ИЦНєуВЇОВ50 minТФЙП, ЗТЙэОВ»єВэ, Н¬СщіцПЦЗҐБПІ»И«ИЫЎЈІЙИЎпОїХ№¤Ч°јхЦШЎўПчјх№¤Ч°єс¶ИЎўФцјУКЇД«°еТФ±ЈЦ¤№¤Ч°µДИИёХ¶ИµИґлК©єу, ФтХжїХЗҐєёР§№ыБјєГЎЈ
9ХжїХЗҐєё№¤Ч°ИИ·ґЙдРФЎўµјИИРФВБµДИИ·ґЙдВКёЯ, МШ±рКЗіЯґзТЄЛШ¶аµДёґФУѕ«ГЬЗҐєёјю, №¤Ч°јёєх°ьО§ЧЎБЛХжїХЗҐєёјю, ХжїХЗҐєёјюµДЙэОВЦчТЄїї№¤Ч°ЅУКЬµД·шЙдИИЎЈИф№¤Ч°µД·ґЙдВКёЯ, µјИИРФІо, №¤јюЙэЅµОВЛЩВКѕНµН, ЗҐБПІ»ИЫЎўВюБчЎўВ©єёЎўИЬКґµИИ±ПЭІ»ТЧ±ЬГвЎЈіэСЎУГµјИИРФєГµДІДБПНв, їЙІї·ЦёДУГКЇД«»т°С№¤Ч°·ўєЪґ¦АнЎўСх»Їґ¦АнЎЈЗҐБПТЧКЄИу№¤Ч°, №¤Ч°±нГжµДСх»ЇёхЎўСх»ЇМъД¤, ТІДЬґуґуЅµµНЗҐБП¶Ф№¤Ч°µДИуКЄРФЎЈ
10№¤Ч°ВЭОЖ»У·ўµДЗҐБПєНЗҐјБ, Г«ПёОьёЅФЪВЭОЖСАєНВЭДёВЭЛЁБЄЅбґ¦, №¤Ч°ІрР¶А§ДСЎЈК№УГґЦСАВЭОЖїЙјхЙЩОьёЅ, »тФЪВЭОЖґ¦НїёІКЇД«·Ы, ї№ОьёЅР§№ыёьєГ, №¤Ч°ІрР¶К±ПИУГГ«ЛўЛўµфКЇД«·ЫЎЈ№¤Ч°јРѕЯµДїЧЦбјдП¶У¦ѕЎБїґуР©, У¦СЎФсІ»Н¬ЕЖєЕµДІДБП, Н¬ЦЦЕЖєЕ»тіЙ·ЦМ«ЅУЅь, ТЧ·ўЙъ»ҐПаА©Йў¶шµјЦВІрР¶А§ДСЎЈ
11№¤Ч°К№УГЗ°µДґ¦Ан№¤Ч°јРѕЯФЪµЪТ»ґОК№УГЗ°»№У¦ФЪХжїХЗҐєёВЇЦРјУИИґ¦АнТ»ґО, ОВ¶ИВФёЯУЪЗҐєёОВ¶И, ТФЗеіэµфєЪЙ«Сх»Їґ¦АнК±ґшИлµДТЧ»У·ўіЙ·Ц, ·АЦ№¶ФЗҐєёБгјюµДОЫИѕЎЈ